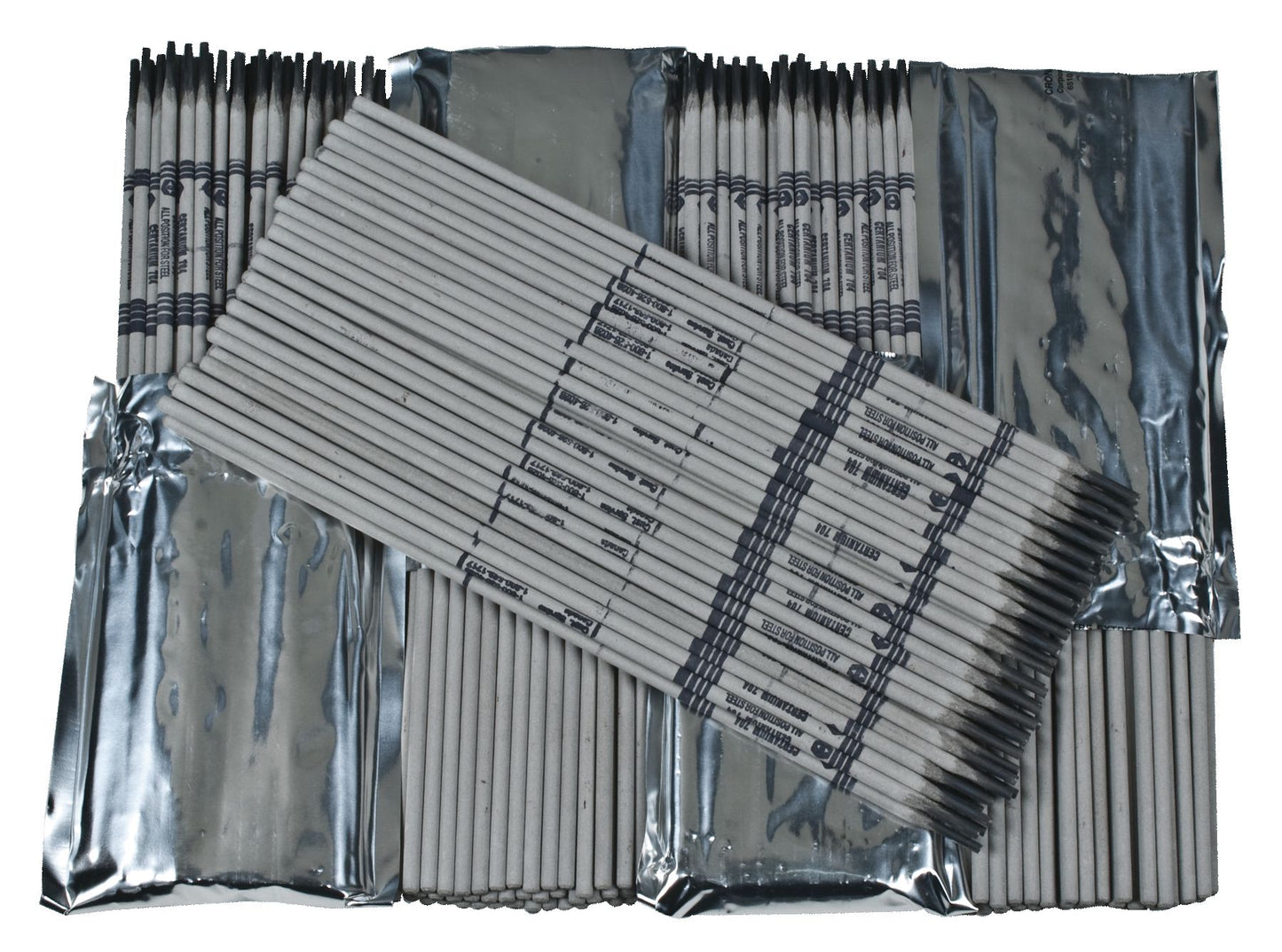
704 Mild and Carbon Steel Stick Rod Electrode, 65 to 110 Amps, 28% Elongation, DCRP Polarity, 5/32"
(Pack of
25)
SKU:P12658 Item#: P12658
Maintenance engineered, all-position, high-strength, hydrogen-controlled electrodes and wires for difficult weldments of low carbon, low alloy and cast steels.
Superior Advantages
• Versatile – joins a wide variety of carbon and low alloy steels, can be used in all positions
• Strong – produces tough welds with high impact strength and elongation
Tensile Strength: 101,000 PSIYield Strength: 85,000 PSIElongation: 28%Polarity: DC Reverse
Low Hydrogen electrode for welding high strength steels in the 80 to 90 ksi tensile range such as T-1, Hy80, cast steels, construction grades, buckets and loaders
Typical Applications
• Heavy equipment repairs – buckets, liners, pins, etc.
• Structural members – H-beams, frames, angle iron
• Mild and low-alloy steels – chains and chain links
• Pipes and pipe flanges
• Rear end housings and spring block hangers
Usage ProcedureFor electrodes, use AC or DC reverse polarity. Use close arc with either stringer or weave technique. For vertical welds, use rapid weave and hesitate over each crater before extinguishing arc.
Couldn't load pickup availability
California Proposition 65: WARNING: Cancer and Reproductive Harm -
www.P65Warnings.ca.gov
Frequently Bought Together

1100 Gouging and Cutting Stick Rod Electrode 3/16"
Couldn't load pickup availability

E6010 Mild/Carbon Steel Stick Electrode 1/8"
Couldn't load pickup availability

E6011 Mild/Carbon Steel Stick Electrode 5/32"
Couldn't load pickup availability

Autobahn Ergo Magna EZ Crimper Ratcheting Terminal Crimper
Couldn't load pickup availability

SAE Flat Washer Thru-Hardened Steel 5/8"
Couldn't load pickup availability

Hex Nut Grade 8 Alloy Steel 1/4-20
Couldn't load pickup availability
Oxy-Therm Cutting Rod 3/8 x 36"
Couldn't load pickup availability

281 High Strength Silver Bearing Solder .031DIA 19G TUBE
Couldn't load pickup availability

24A-62 MIG Welding Nozzle 5/8"
Couldn't load pickup availability

333 Dissimilar Steel Stick Rod Electrode 3/32"
Couldn't load pickup availability
3880 Stainless Steel TIG Wire 3/32"
Couldn't load pickup availability
375 Mild/Carbon Steel Stick Rod Electrode 1/8"
Couldn't load pickup availability
Product Description
Maintenance engineered, all-position, high-strength, hydrogen-controlled electrodes and wires for difficult weldments of low carbon, low alloy and cast steels.Superior Advantages
• Versatile – joins a wide variety of carbon and low alloy steels, can be used in all positions
• Strong – produces tough welds with high impact strength and elongation
Tensile Strength: 101,000 PSIYield Strength: 85,000 PSIElongation: 28%Polarity: DC Reverse
Low Hydrogen electrode for welding high strength steels in the 80 to 90 ksi tensile range such as T-1, Hy80, cast steels, construction grades, buckets and loaders
Typical Applications
• Heavy equipment repairs – buckets, liners, pins, etc.
• Structural members – H-beams, frames, angle iron
• Mild and low-alloy steels – chains and chain links
• Pipes and pipe flanges
• Rear end housings and spring block hangers
Usage ProcedureFor electrodes, use AC or DC reverse polarity. Use close arc with either stringer or weave technique. For vertical welds, use rapid weave and hesitate over each crater before extinguishing arc.
Technical Specifications
| Item#: | P12658 |
|---|---|
| Welding Process | Stick |
| Type | Flux Coated |
| Diameter | 5/32 " |
| Tensile Strength | 101,000 PSI |
| Yield Strength | 85,000 PSI |
| Elongation | 28 % |
| Base Metal | Mild & Carbon Steel |
| Polarity | DCRP |
| UNSPSC #: | 23271810 |
| TAA Compliant: | Yes |
| Weight: | 26.0 lb |
Product Restrictions
California Proposition 65: WARNING: Cancer and Reproductive Harm -
www.P65Warnings.ca.gov