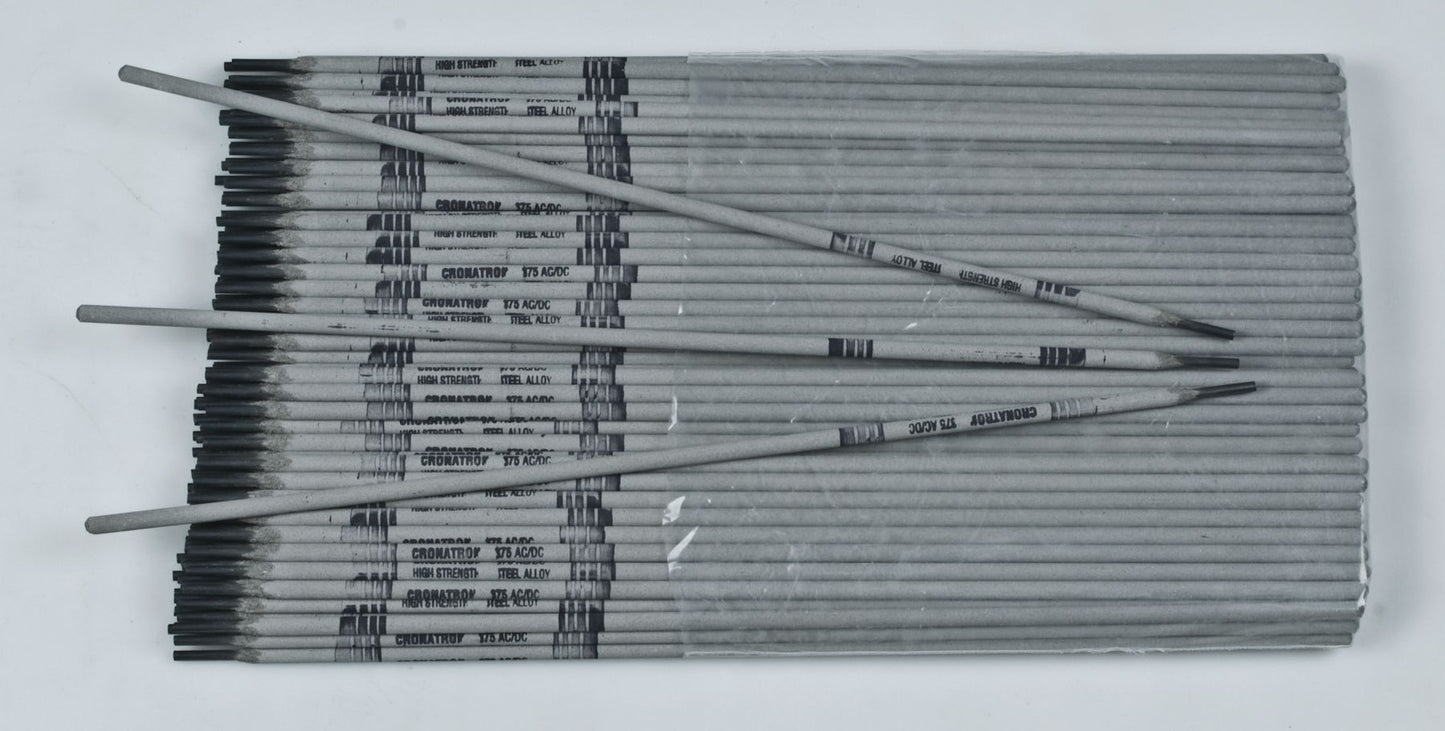
375 Mild and Carbon Steel Low Hydrogen Stick Rod Electrode, Flux Coated, 100 to 130 Amps, 18% Elongation, 1/8"
(Pack of
10)
SKU:CW1052 Item#: CW1052
Provides crack-free and porous-free welds on high-strength, carbon and cast steels.
Superior Advantages
• Saves Time
– Fast deposition rate
– Pass-over-pass with minimal slag chipping
• Easy To Use
– All-position welding
– Will not undercut or spatter
Tensile Strength: 133,400 PSI
Yield Strength: 120,500 PSI
Elongation: 18%
Hardness: Rc 20-25
Polarity: DC Reverse
Usage ProcedureUse AC or DC reverse polarity with 375. Use close arc with either stringer or weave technique. For vertical welds, use rapid weave and hesitate over each crater before extinguishing arc.
Frequently Bought Together

606 Duraweld M Mig Wire Maintenance Grade Mild Steel Solid Mig Wire
Couldn't load pickup availability
ER70S-6 Mild/Carbon Steel MIG Welding Wire 0.03"
Couldn't load pickup availability

701 Mild/Carbon Steel Stick Rod Electrode 3/16"
Couldn't load pickup availability

Vision Pro Super
Couldn't load pickup availability

SAE Flat Washer Thru-Hardened Steel 1/4"
Couldn't load pickup availability

SAE J995C Locknut with Nylon Insert Grade 8 1/2-13
Couldn't load pickup availability

ER70S-6 Mild/Carbon Steel MIG Welding Wire 0.03"
Couldn't load pickup availability

22-50 MIG Welding Nozzle 1/2"
Couldn't load pickup availability

Rosin Core Solder 1/16"
Couldn't load pickup availability

510 Aluminum TIG Wire 3/32"
Couldn't load pickup availability

321 Mild and Carbon Steel TIG Wire 1/8"
Couldn't load pickup availability

665 Copper and Brass TIG Wire 1/16"
Couldn't load pickup availability
Product Description
Provides crack-free and porous-free welds on high-strength, carbon and cast steels.Superior Advantages
• Saves Time
– Fast deposition rate
– Pass-over-pass with minimal slag chipping
• Easy To Use
– All-position welding
– Will not undercut or spatter
Tensile Strength: 133,400 PSI
Yield Strength: 120,500 PSI
Elongation: 18%
Hardness: Rc 20-25
Polarity: DC Reverse
Usage ProcedureUse AC or DC reverse polarity with 375. Use close arc with either stringer or weave technique. For vertical welds, use rapid weave and hesitate over each crater before extinguishing arc.
Technical Specifications
| Item#: | CW1052 |
|---|---|
| Welding Process | Stick |
| Type | Flux Coated |
| Diameter | 1/8 " |
| Tensile Strength | 133,400 PSI |
| Yield Strength | 120,500 PSI |
| Elongation | 18 % |
| Base Metal | Mild & Carbon Steel |
| Hardness | 20-25 HRC |
| Polarity | DCRP |
| UNSPSC #: | 23271810 |
| TAA Compliant: | Yes |
| Weight: | 10.46 lb |
Product Restrictions