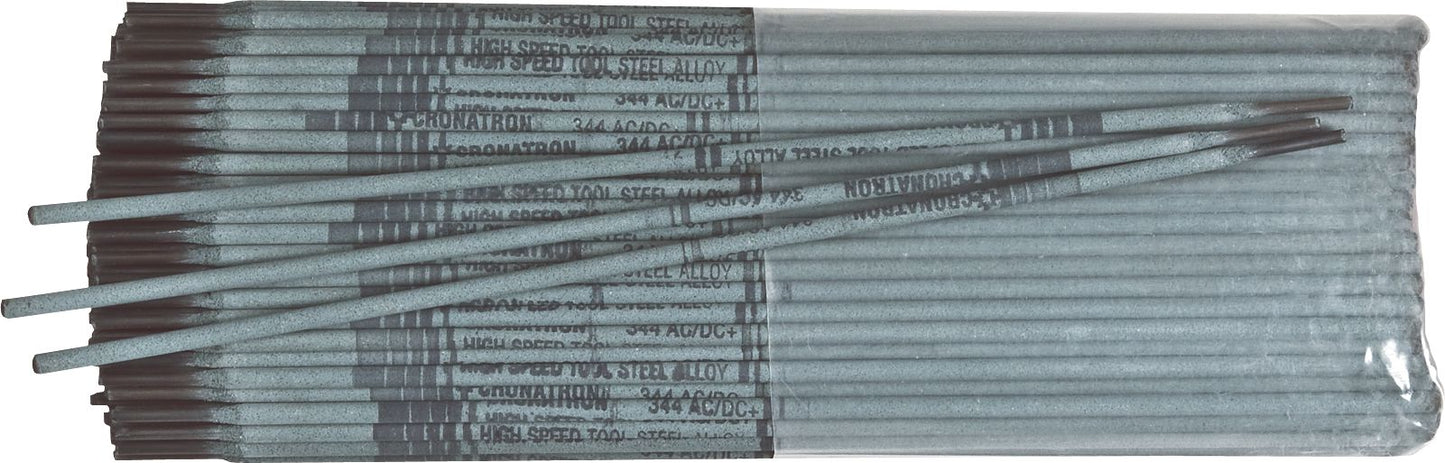
344 Électrode de tige de bâton en acier à outils, flux enduit, 59 à 63 HRC Dureté, 50 à 90 ampères, Polarité DCRP / AC, résistant à la fissure, 3/32 "
(Paquet de
5)
SKU:CW1068 Article#: CW1068
Une large sélection d'alliages premium à utiliser pour presque toutes les applications et réparations en acier à outils.
Avantages supérieurs
Résistant aux fissures
Opérabilité premium
Résistance à l'usure élevée
DURNESSE: RC 59-63 POLOLITÉ: AC ou CC Inverse
L'alliage D et M seristhis a été formulé pour souder la série D et M, en raison de son pourcentage très élevé d'ajouts en carbone et en alliage de chrome, de molybdène et de vanadium. Les dépôts sont durables et nécessitent des températures de préchauffage élevées pour les types de soudage D-2, M-2.
Applications typiques
Diverses réparations en acier à outils spécifiques, la sélection de l'alliage dépend du type (ou de la série) de l'acier à outils en cours de réparation
Formation de matrices, outils de coupe et outils à impact élevé
Procédure d'utilisation Lors de l'utilisation des aciers à outils durcis, préchauffez l'acier à 150 ° F (65 ° C) sous la température de tirage de l'acier. Le métal de base doit être nettoyé pour éliminer l'huile et d'autres contaminants. Les arêtes vives doivent être retirées dans la mesure du possible et déclenchées, à l'écaillage ou en métal fatiguées doivent être éliminées par broyage ou d'autres moyens mécaniques. Les dépôts doivent être dénoncés après chaque passe immédiatement après le dépôt pour soulager les contraintes. Utilisez des soins pour éliminer soigneusement les scories entre plusieurs passes.
Impossible de charger la disponibilité du service de retrait
Page du catalogue : 13-24
Fréquemment achetés ensemble

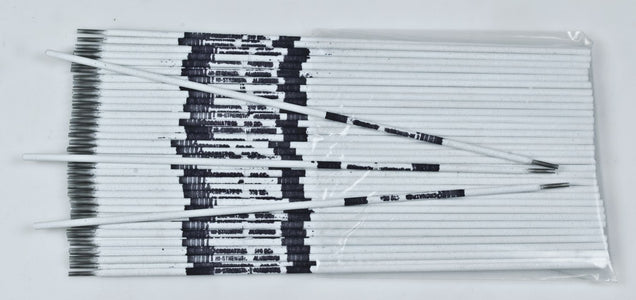
338 Électrode de tige de bâton en acier doux / carbone 1/8 "
Impossible de charger la disponibilité du service de retrait

E7018 Electrode de bâton en acier doux / carbone 1/8 "
Impossible de charger la disponibilité du service de retrait

X-TRATALLOY Extraction d'électrode de soudage Flux non conducteur 3/32
Impossible de charger la disponibilité du service de retrait
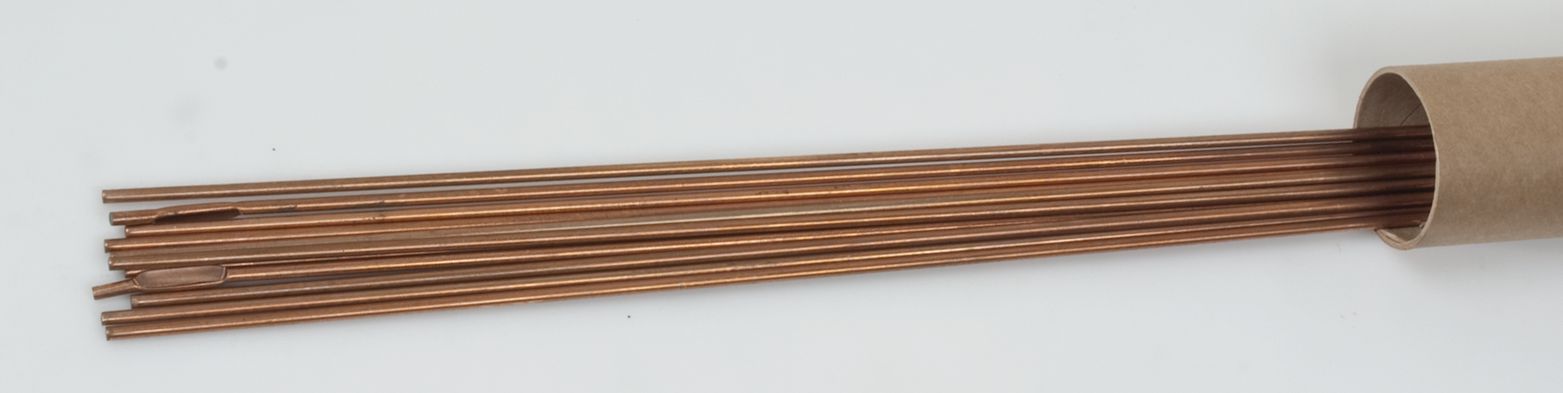
345 Tool Steel Tig fil 5/32 "
Impossible de charger la disponibilité du service de retrait

346 Tool Steel Tig fil 1/16 "
Impossible de charger la disponibilité du service de retrait

349 Tool Steel Tig fil 3/32 "
Impossible de charger la disponibilité du service de retrait

333 Fil de tig en acier différent 1/16 "
Impossible de charger la disponibilité du service de retrait

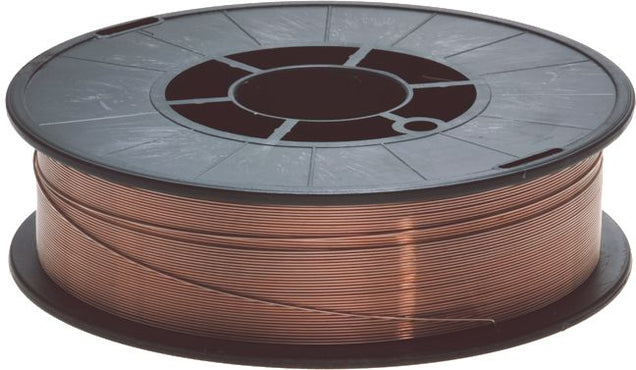
ER4043 Fil de soudage MIG en aluminium 0,035 "
Impossible de charger la disponibilité du service de retrait

Soude de core de ROSIN 1/16 "
Impossible de charger la disponibilité du service de retrait

Les solides hauts peindent le noir brillant
Impossible de charger la disponibilité du service de retrait

USS Flat Renseur à travers l'acier durci 1/4 "
Impossible de charger la disponibilité du service de retrait
USS Flat Washer Thru-Harded Steel 3/8 "
Impossible de charger la disponibilité du service de retrait
Description du produit
Une large sélection d'alliages premium à utiliser pour presque toutes les applications et réparations en acier à outils.Avantages supérieurs
Résistant aux fissures
Opérabilité premium
Résistance à l'usure élevée
DURNESSE: RC 59-63 POLOLITÉ: AC ou CC Inverse
L'alliage D et M seristhis a été formulé pour souder la série D et M, en raison de son pourcentage très élevé d'ajouts en carbone et en alliage de chrome, de molybdène et de vanadium. Les dépôts sont durables et nécessitent des températures de préchauffage élevées pour les types de soudage D-2, M-2.
Applications typiques
Diverses réparations en acier à outils spécifiques, la sélection de l'alliage dépend du type (ou de la série) de l'acier à outils en cours de réparation
Formation de matrices, outils de coupe et outils à impact élevé
Procédure d'utilisation Lors de l'utilisation des aciers à outils durcis, préchauffez l'acier à 150 ° F (65 ° C) sous la température de tirage de l'acier. Le métal de base doit être nettoyé pour éliminer l'huile et d'autres contaminants. Les arêtes vives doivent être retirées dans la mesure du possible et déclenchées, à l'écaillage ou en métal fatiguées doivent être éliminées par broyage ou d'autres moyens mécaniques. Les dépôts doivent être dénoncés après chaque passe immédiatement après le dépôt pour soulager les contraintes. Utilisez des soins pour éliminer soigneusement les scories entre plusieurs passes.
Spécifications techniques
| Article#: | CW1068 |
|---|---|
| Processus de soudage | Bâton |
| Taper | Flux enduit |
| Diamètre | 3/32 " |
| Métal de base | Outils |
| Dureté | 59-63 HRC |
| Polarité | DCRP / AC |
| Quantité par paquet | 5.0000 |
| UNSPSC #: | 23271810 |
| Conforme à la TAA : | Oui |
| Poids: | 5.0 lb |
Restrictions sur les produits