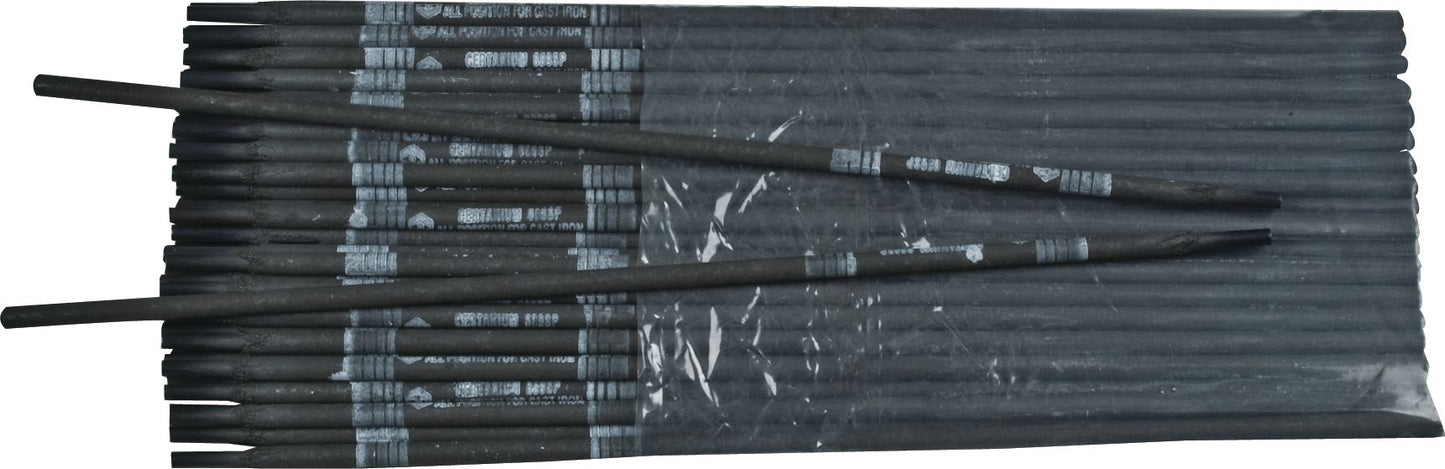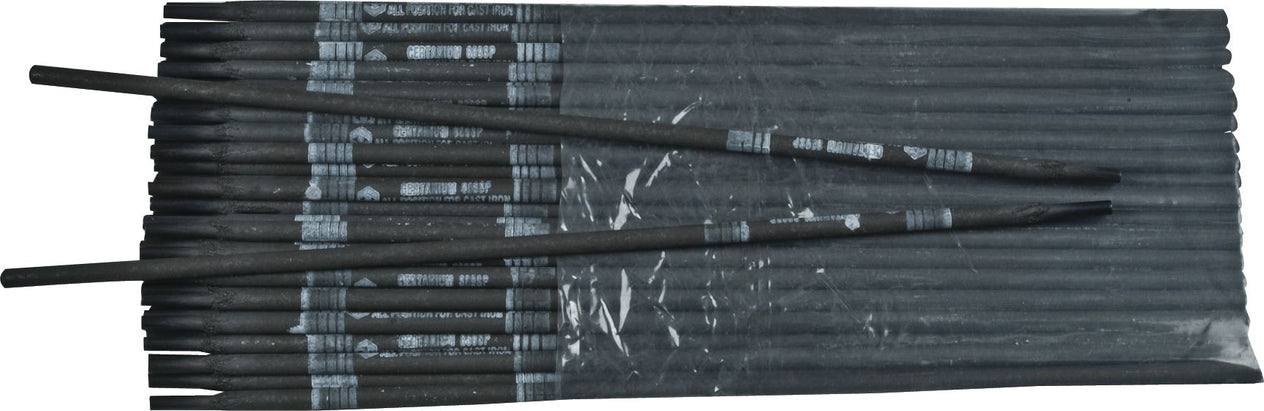

889 Électrode de tige de bâton en fonte, flux enduit, 180 à 222 Ho Durness, 60 à 100 ampères, DCRP / DCSP / AC Pollarité, 3/16 "
(Paquet de
10)
SKU:P12009 Article#: P12009
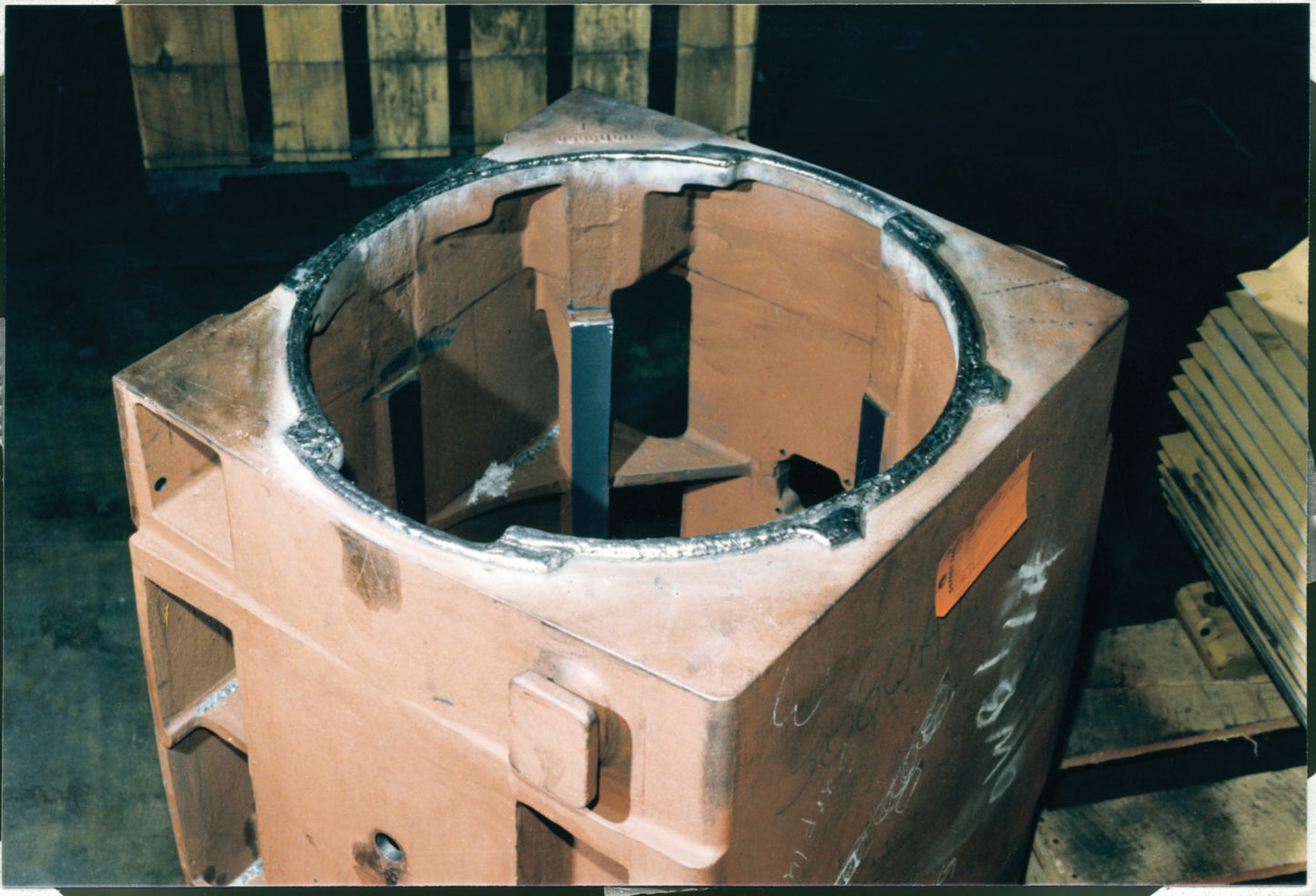
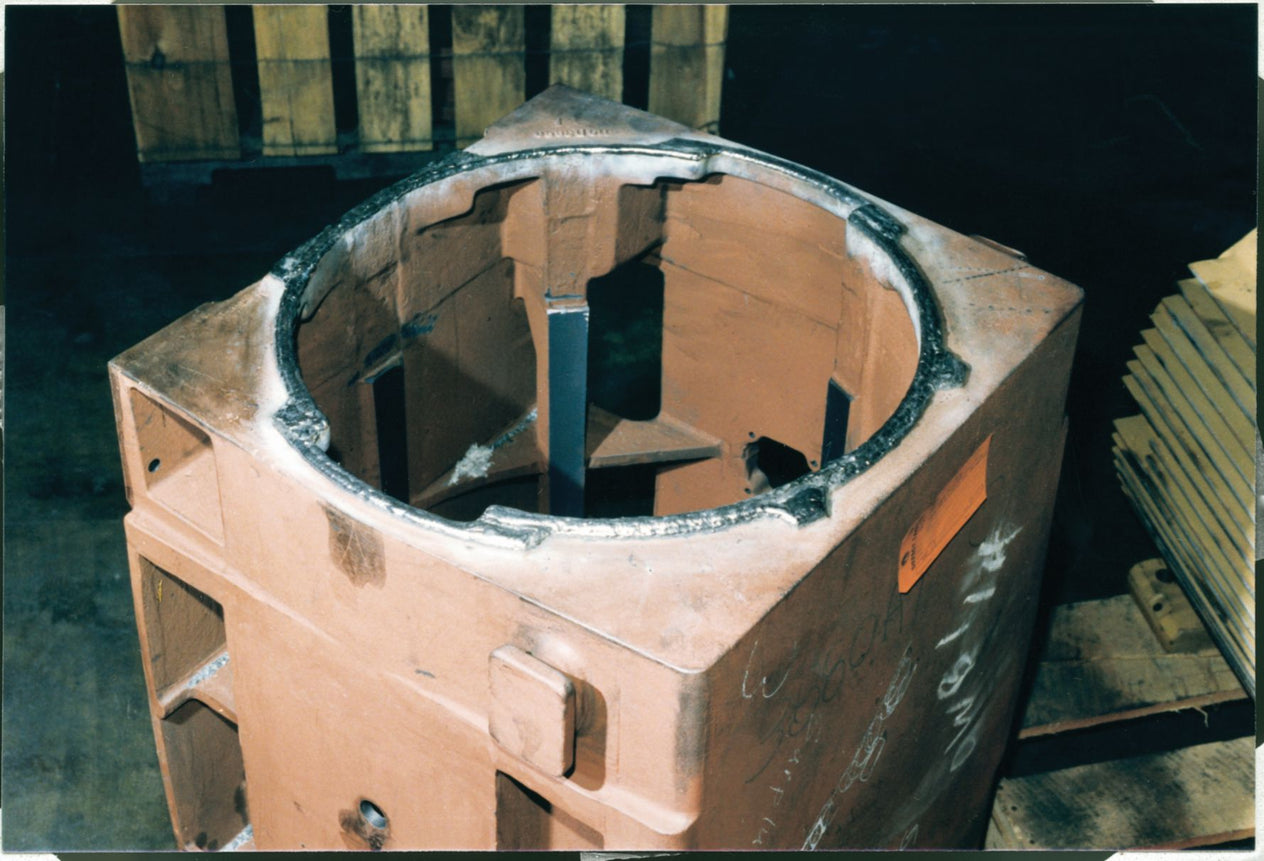
Soudage en position de position pour tout type de réparation de fonte soudable et de fonte en acier.
Avantages supérieurs
Soudures à haute résistance
Entièrement machinable
Soudage passe-bas pour gagner du temps
Le soudage entièrement en position peut éliminer la nécessité de démanteler l'équipement pour effectuer des réparations
Pour tous les fers à fondre même l'acier à la fonte
Force de traction: jusqu'à 84 000 psihardness: 180 222 Bhnpolarité: AC ou DC droit ou inversé
Applications typiques
Boîtiers de pompage et de roulement
Blocs de cylindres et têtes
Bases de machines
Mélanges et systèmes d'échappement
Procédure d'utilisation: Retirez la graisse, l'échelle et d'autres impuretés de la zone de soudure. Fissures ou ruptures coniques (70 ° à 90 ° V). CRONACUT ™ 1100 est la méthode la plus rapide et la plus facile pour préparer la section pour la réparation de la soudure. Utilisez un arc court à moyen à l'ampérage le plus bas possible pour de meilleurs résultats. Utilisez des techniques de tissage ou des perles de limon. Embrouiller pour soulager le stress. Retirez les scories entre les passes. Refroidissement lent à la température ambiante recommandée.
Impossible de charger la disponibilité du service de retrait
Fréquemment achetés ensemble
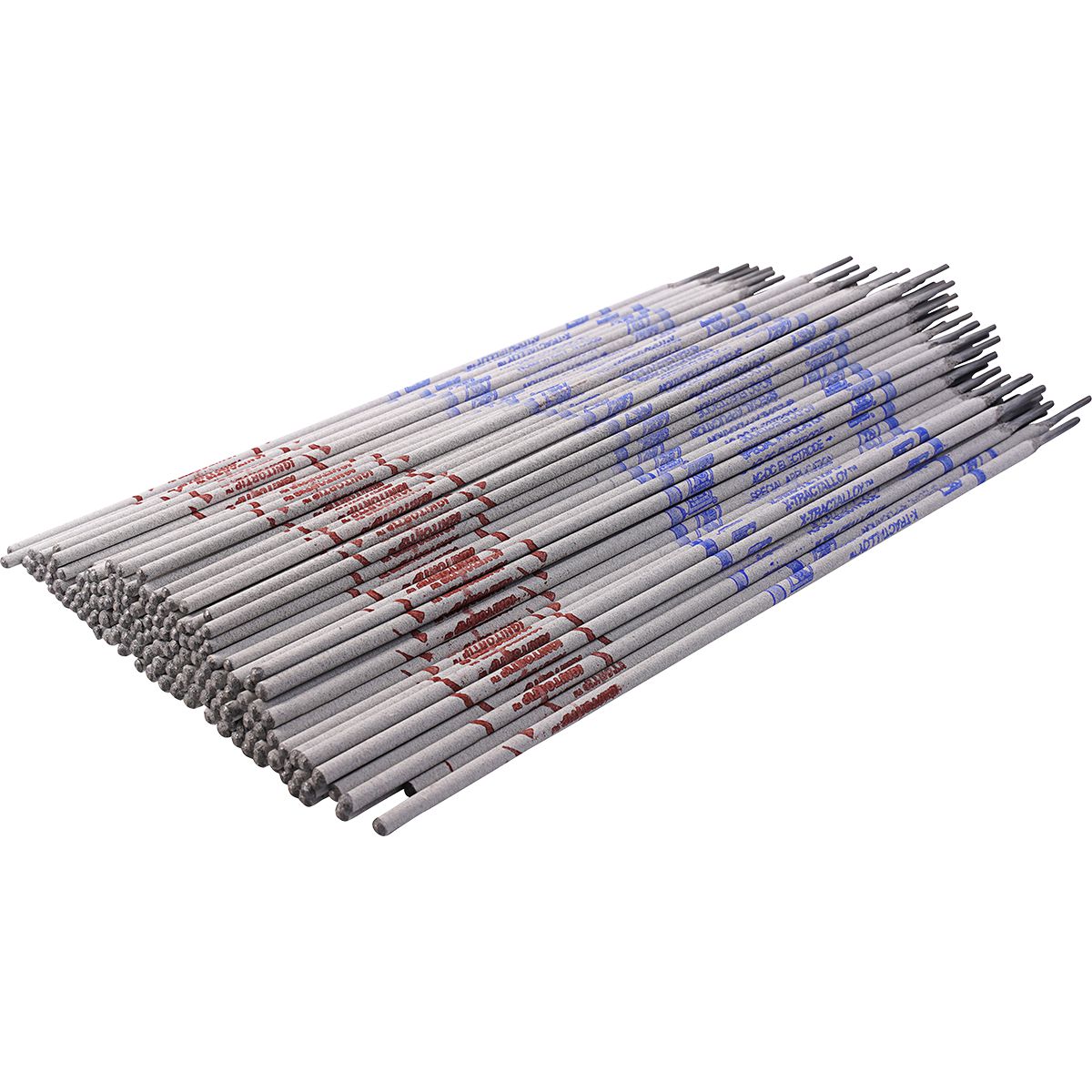
Flux non conducteur de l'électrode de soudage X-Tradalloy 3/32 5/64
Impossible de charger la disponibilité du service de retrait
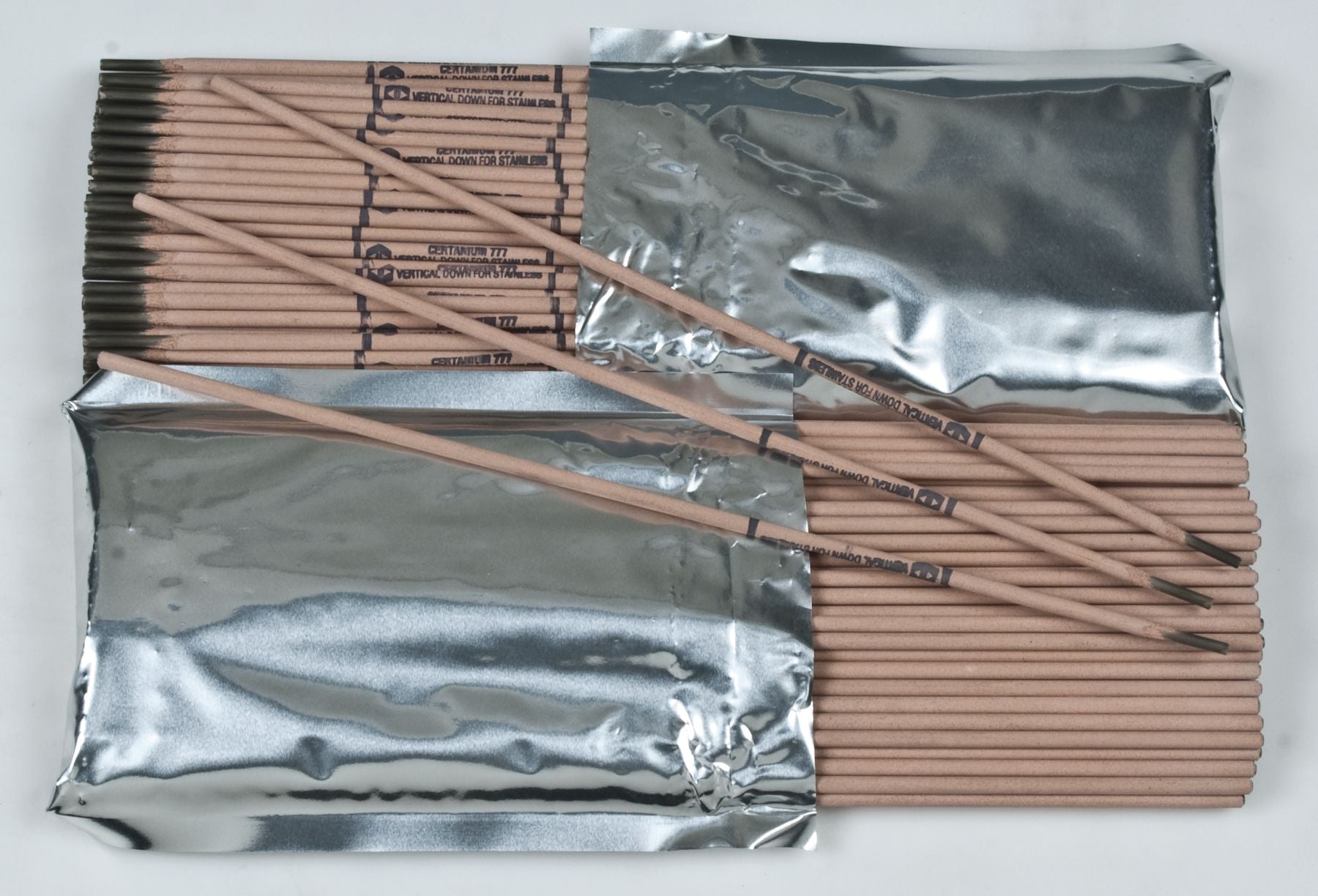
777 Electrode de tige de bâton en acier inoxydable 1/8 "
Impossible de charger la disponibilité du service de retrait

331 fil de soudage MIG en acier doux et carbone 0,03 "
Impossible de charger la disponibilité du service de retrait

889 Électrode de tige de bâton en fonte 5/32 "
Impossible de charger la disponibilité du service de retrait

235 Électrode de tige de bâton en fonte 1/8 "
Impossible de charger la disponibilité du service de retrait

889 Électrode de tige de bâton en fonte 1/8 "
Impossible de charger la disponibilité du service de retrait

Flex-Guard tressé à manches 3/8 "
Impossible de charger la disponibilité du service de retrait
Telcom IDC Connecteur discret 26 à 19 AWG
Impossible de charger la disponibilité du service de retrait

13 positions, indexable Ergo Hammer
Impossible de charger la disponibilité du service de retrait
750 Electrode de bâton à face martensitique 1/8 "
Impossible de charger la disponibilité du service de retrait

333 Fil de tig en acier différent 3/32 "
Impossible de charger la disponibilité du service de retrait

Oxy acétylène gas de gaz trois attaquants de silex
Impossible de charger la disponibilité du service de retrait

SAE FLAT WASHER À travers l'acier durci 5/16 "
Impossible de charger la disponibilité du service de retrait

Vis auto-libellé Head hex 1 / 4-14 x 1 "
Impossible de charger la disponibilité du service de retrait

USS Flat Washer à travers l'acier durci 5/16 "
Impossible de charger la disponibilité du service de retrait
Description du produit
Soudage en position de position pour tout type de réparation de fonte soudable et de fonte en acier.Avantages supérieurs
Soudures à haute résistance
Entièrement machinable
Soudage passe-bas pour gagner du temps
Le soudage entièrement en position peut éliminer la nécessité de démanteler l'équipement pour effectuer des réparations
Pour tous les fers à fondre même l'acier à la fonte
Force de traction: jusqu'à 84 000 psihardness: 180 222 Bhnpolarité: AC ou DC droit ou inversé
Applications typiques
Boîtiers de pompage et de roulement
Blocs de cylindres et têtes
Bases de machines
Mélanges et systèmes d'échappement
Procédure d'utilisation: Retirez la graisse, l'échelle et d'autres impuretés de la zone de soudure. Fissures ou ruptures coniques (70 ° à 90 ° V). CRONACUT ™ 1100 est la méthode la plus rapide et la plus facile pour préparer la section pour la réparation de la soudure. Utilisez un arc court à moyen à l'ampérage le plus bas possible pour de meilleurs résultats. Utilisez des techniques de tissage ou des perles de limon. Embrouiller pour soulager le stress. Retirez les scories entre les passes. Refroidissement lent à la température ambiante recommandée.
Spécifications techniques
| Article#: | P12009 |
|---|---|
| Processus de soudage | Bâton |
| Taper | Flux enduit |
| Diamètre | 3/16 " |
| Résistance à la traction | 84 000 psi |
| Métal de base | Fonte |
| Dureté | 180-222 BHN |
| Polarité | DCRP / DCSP / AC |
| UNSPSC #: | 23271810 |
| Conforme à la TAA : | Oui |
| Poids: | 10.53 lb |
Restrictions sur les produits