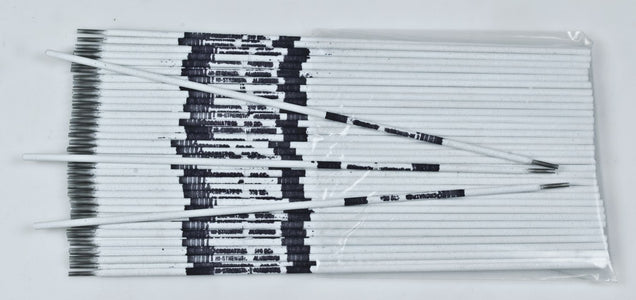
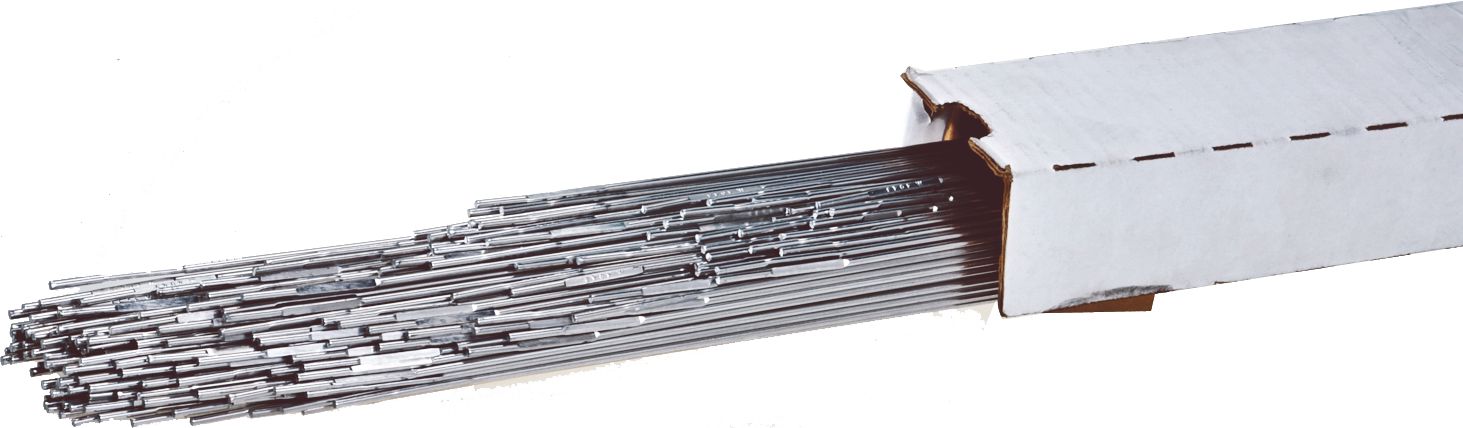
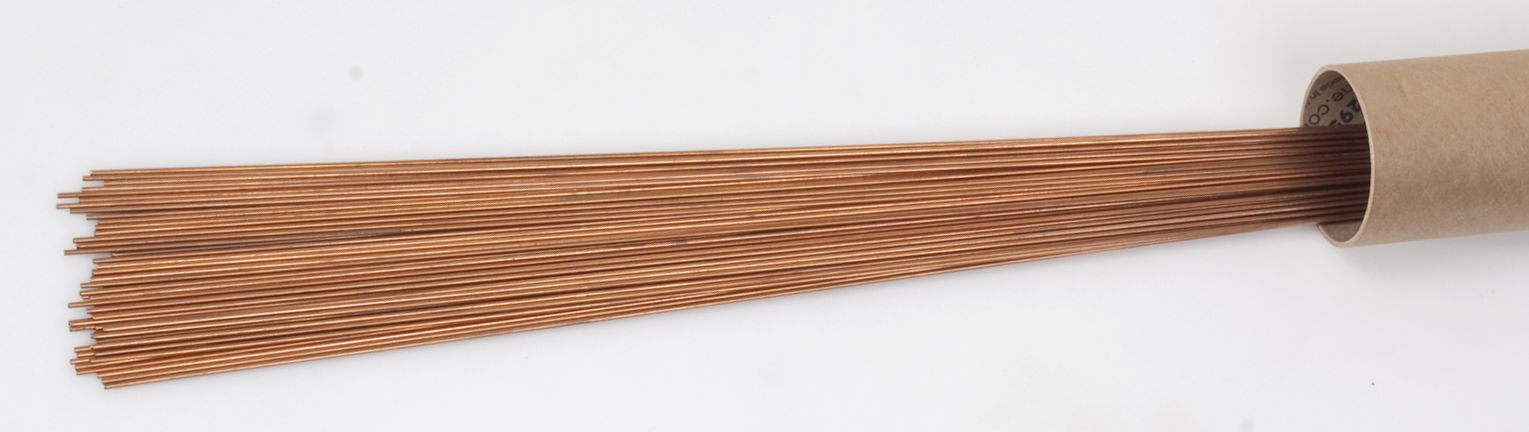
510 Aluminum TIG Wire, 100% Ar Shielding Gas, AC High Frequency Polarity, 36" Length, Quiet Arc, 3/32"
(Pack of
2)
SKU:CW1015 Item#: CW1015
Highly versatile alloys for all weldable types of aluminum including sheet, forgings, extrusions and castings.
Superior Advantages
• Stable, quiet arc with no undercutting
• Good corrosion resistance
Tensile Strength: 35,000 PSI
Polarity: AC/High Frequency
Gas: Argon/Helium
Usage ProcedureBevel heavy sections to allow 100% weld metal penetration. Sprinkle F56 flux into the joint area. Broadly heat area to be brazed with a large, soft and slightly carburizing flame to about 1,100°F (593°C). Heat the base metal until flux flows freely. The alloy will then begin to wet the base metal. Deposit the 510T to fill the joint. Flux residue may be removed with warm water and a brush.
Couldn't load pickup availability
Catalog page#: 13-16
Frequently Bought Together
ER5356 Aluminum TIG Wire 1/8"
Couldn't load pickup availability
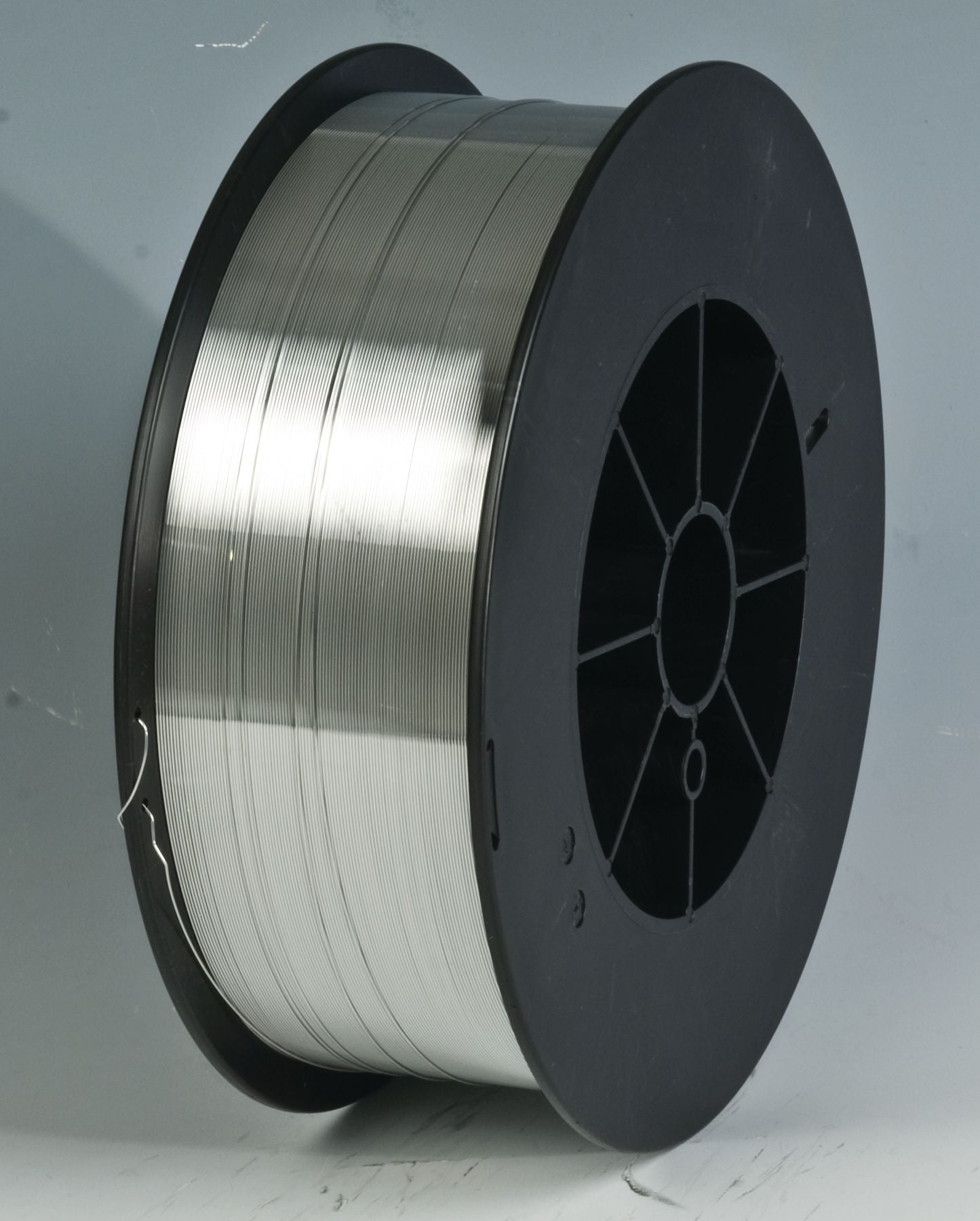
510 Aluminum MIG Welding Wire 0.035"
Couldn't load pickup availability

ER5356 Aluminum MIG Welding Wire 0.0625"
Couldn't load pickup availability

SAE J995C Locknut with Nylon Insert Grade 8 3/8-16
Couldn't load pickup availability
Lawson Open & Shut Nut & Bolt Loosener, Rust Penetrant, SKU DA6152, 20 oz Aerosol Can
Couldn't load pickup availability
SAE J995C Locknut with Nylon Insert Grade 8 1/4-20
Couldn't load pickup availability

333 Dissimilar Steel Stick Rod Electrode 1/8"
Couldn't load pickup availability

176 Extreme Abrasion With Impact 1/4X18IN
Couldn't load pickup availability

X-Tractalloy Extracting Welding Electrode Non-Conductive Flux 3/32
Couldn't load pickup availability

E7018 Mild/Carbon Steel Stick Electrode 3/32"
Couldn't load pickup availability
X-Tractalloy Welding Electrode Non-Conductive Flux 1/8 3/32 1LB EA
Couldn't load pickup availability
345 Tool Steel TIG Wire 1/16"
Couldn't load pickup availability
Product Description
Highly versatile alloys for all weldable types of aluminum including sheet, forgings, extrusions and castings.Superior Advantages
• Stable, quiet arc with no undercutting
• Good corrosion resistance
Tensile Strength: 35,000 PSI
Polarity: AC/High Frequency
Gas: Argon/Helium
Usage ProcedureBevel heavy sections to allow 100% weld metal penetration. Sprinkle F56 flux into the joint area. Broadly heat area to be brazed with a large, soft and slightly carburizing flame to about 1,100°F (593°C). Heat the base metal until flux flows freely. The alloy will then begin to wet the base metal. Deposit the 510T to fill the joint. Flux residue may be removed with warm water and a brush.
Technical Specifications
| Item#: | CW1015 |
|---|---|
| Welding Process | TIG |
| Type | Solid |
| Diameter | 3/32 " |
| Length | 36 " |
| Tensile Strength | 35,000 PSI |
| Base Metal | Aluminum |
| Shielding Gas | 100% Ar |
| Polarity | AC High Freq |
| UNSPSC #: | 23271810 |
| TAA Compliant: | Yes |
| Weight: | 2.0 lb |