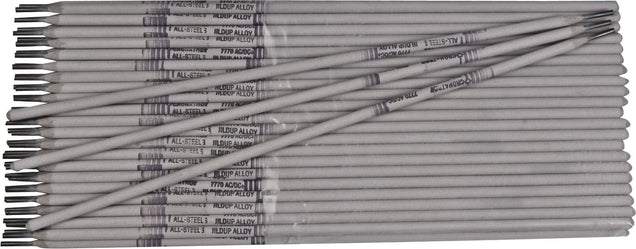
7770 Multi-Purpose Hard Facing Buildup Stick Rod Electrode, 40 to 45 (WH) HRC Hardness, 250 to 350 Amps, AC/DCRP Polarity, 1/4"
(Pack of
5)
SKU:CW1876 Item#: CW1876
Work hardening alloy for high impact and compressive loads
Superior Advantages
• Versatile – easy to use on all steels
• Resists cracking
• Increased deposition rates save time and money
• Work hardens under impact
All-position alloy for buildup on all types of steel
Elongation: 35%
Hardness: Rc 45, work-hardened
Polarity: AC or DC Reverse
Typical Applications
• Shaft buildup
• Equipment part repairs – gears, booms, crusher rolls and hammers
• Welding alloy steel to manganese steel
• Frogs and switch points
• Buildup and overlay for hardfacing
• Repairs on all types of steels including manganese and stainless
• Ideal for crusher rolls, jaws, frog and switch railroad repairs
Usage ProcedureUse AC or DC reverse polarity. Electrode may be used in contact or by holding an arc. When used for joining, stringer beads are best. When used as a build-up, weaving is acceptable. Manganese steel should be kept below 550°F (288°C) by skip welding or artificial cooling. Prior to build-up, all fatigued, cracked, or spalled material should be removed. Chip slag between passes.CANNOT BE TORCH CUT
Couldn't load pickup availability
California Proposition 65: WARNING: Cancer -
www.P65Warnings.ca.gov
Frequently Bought Together

7770 Hard Facing Buildup Stick Rod Electrode 5/32"
Couldn't load pickup availability
706 Hard Facing Buildup MIG Welding Wire 1/16"
Couldn't load pickup availability

706 Hard Facing Buildup Stick Rod Electrode 3/32"
Couldn't load pickup availability

706 Hard Facing Buildup MIG Welding Wire 0.045"
Couldn't load pickup availability

676 Flux Core Wire Extreme Abrasion Moderate Impact .045X33LBS
Couldn't load pickup availability

711 Carbide Hard Facing Stick Rod Electrode 5/32"
Couldn't load pickup availability

High Solids Paints Gloss Black
Couldn't load pickup availability

USS Flat Washer Thru-Hardened Steel 1/4"
Couldn't load pickup availability
USS Flat Washer Thru-Hardened Steel 3/8"
Couldn't load pickup availability

333 Dissimilar Steel TIG Wire 1/16"
Couldn't load pickup availability

ER4043 Aluminum MIG Welding Wire 0.035"
Couldn't load pickup availability

Rosin Core Solder 1/16"
Couldn't load pickup availability

10Pc SAE Mini Combination Wrench Set
Couldn't load pickup availability

Universal Socket Set, SAE, 3/8" Drive, 8pc
Couldn't load pickup availability

Met 24mm, Cross-Torque Wrench
Couldn't load pickup availability
10Pc SAE Mini Combination Wrench Set
Couldn't load pickup availability
Universal Socket Set, SAE, 3/8" Drive, 8pc
Couldn't load pickup availability
Met 24mm, Cross-Torque Wrench
Couldn't load pickup availability
Product Description
Work hardening alloy for high impact and compressive loadsSuperior Advantages
• Versatile – easy to use on all steels
• Resists cracking
• Increased deposition rates save time and money
• Work hardens under impact
All-position alloy for buildup on all types of steel
Elongation: 35%
Hardness: Rc 45, work-hardened
Polarity: AC or DC Reverse
Typical Applications
• Shaft buildup
• Equipment part repairs – gears, booms, crusher rolls and hammers
• Welding alloy steel to manganese steel
• Frogs and switch points
• Buildup and overlay for hardfacing
• Repairs on all types of steels including manganese and stainless
• Ideal for crusher rolls, jaws, frog and switch railroad repairs
Usage ProcedureUse AC or DC reverse polarity. Electrode may be used in contact or by holding an arc. When used for joining, stringer beads are best. When used as a build-up, weaving is acceptable. Manganese steel should be kept below 550°F (288°C) by skip welding or artificial cooling. Prior to build-up, all fatigued, cracked, or spalled material should be removed. Chip slag between passes.CANNOT BE TORCH CUT
Technical Specifications
| Item#: | CW1876 |
|---|---|
| Welding Process | Stick |
| Type | Stick Electrode |
| Diameter | 1/4 " |
| Base Metal | Multi-Purpose |
| Hardness | 40-45 (WH) HRC |
| Polarity | AC/DCRP |
| UNSPSC #: | 23271810 |
| TAA Compliant: | Yes |
| Weight: | 6.0 lb |
Product Restrictions
California Proposition 65: WARNING: Cancer -
www.P65Warnings.ca.gov