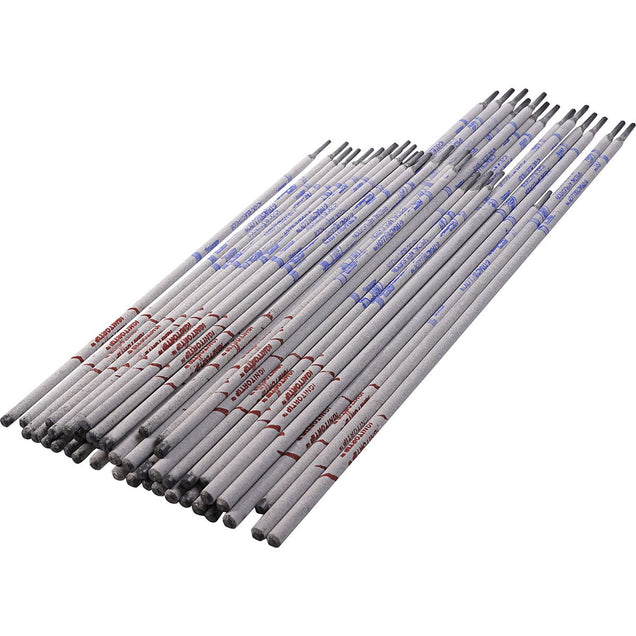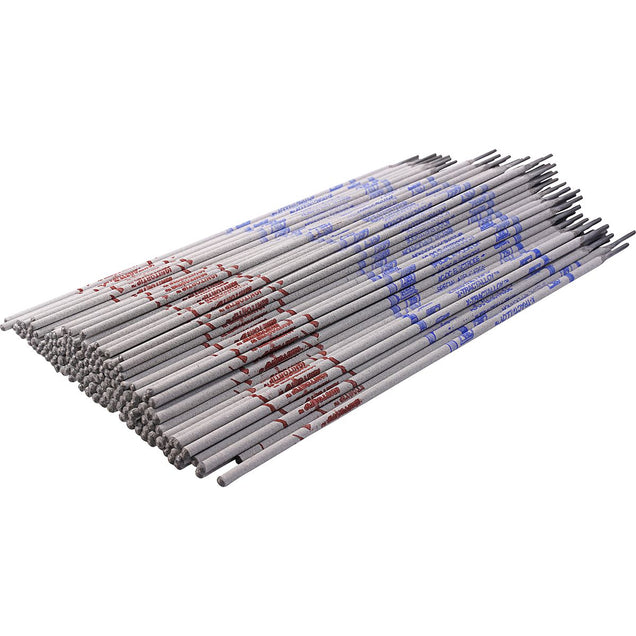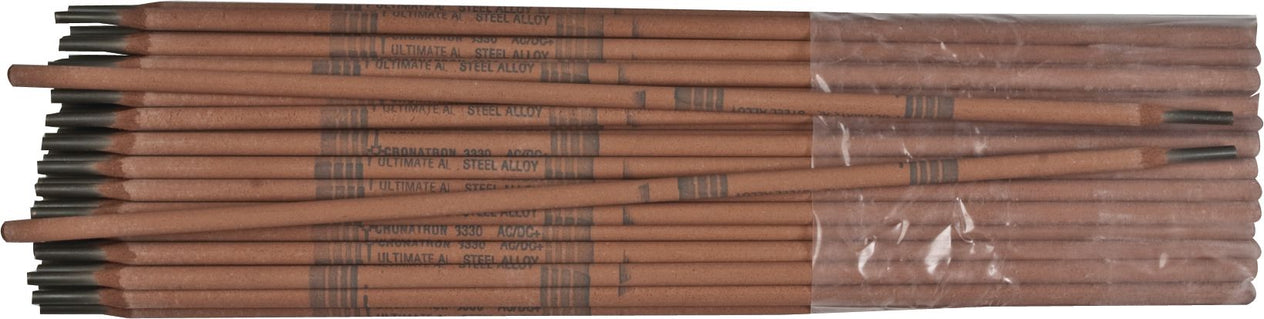
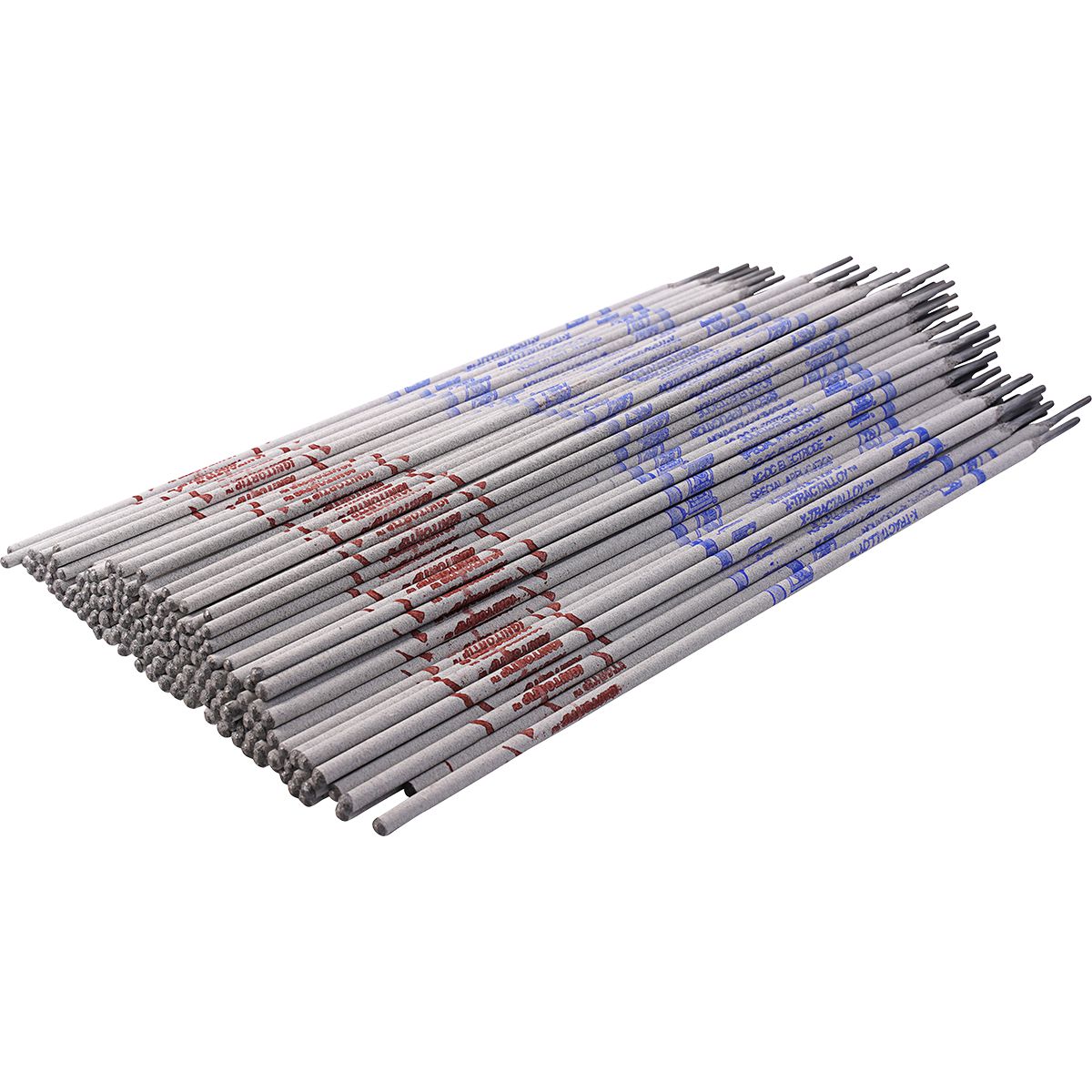
3330 Dissimilar Steel Stick Rod Electrode, Flux Coated, 100 to 145 Amps, 35% Elongation, DCRP/AC Polarity, 5/32"
(Pack of
5)
SKU:CW1872 Item#: CW1872
High-strength, dissimilar steel joining. Excels in out-of-position applications. Vertical-up and overhead.
Exceptional out-of-position welding
Tensile Strength: 127,000 PSI
Elongation: 37%
Hardness: 235 BHN
Polarity: AC or DC Reverse
Usage ProcedureUse AC or DC reverse polarity. Electrode may be used in a contact “drag” fashion or by holding a short arc. Stringer beads or a slight weave is best. Remove slag between passes. When welding alloyed or tool steel, preheat according to base metal requirements. For vertical-up welding, use a 1/8" electrode at approximately 65 to 70 amps or a 5/32" electrode at 75 to 85 amps. Use a weave “ledge” technique, pausing momentarily at end of weaves.
Frequently Bought Together

333 Dissimilar Steel TIG Wire 1/8"
Couldn't load pickup availability
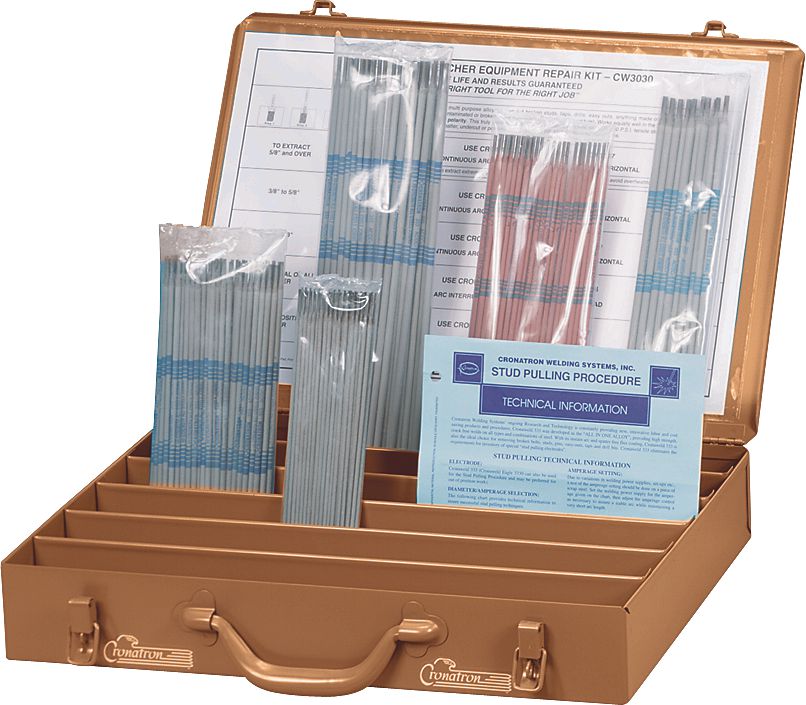
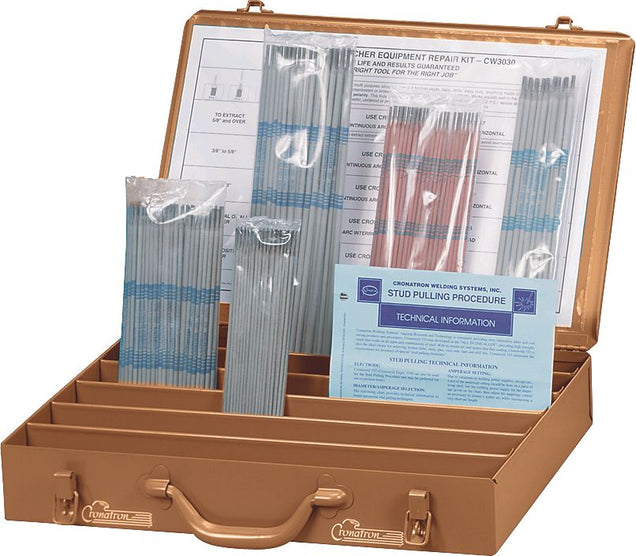
Dissimilar Steel Stick Rod Electrode Kit
Couldn't load pickup availability
X-Tractalloy Welding Electrode Non-Conductive Flux 3/32 5/64
Couldn't load pickup availability

12" Auto-Adjust Pliers
Couldn't load pickup availability

10" Forman's Favorite Heavy-Duty Copper & Aluminum Cable Cutter Pliers
Couldn't load pickup availability

Spinning Handmaster Driver Set 5Pc Set
Couldn't load pickup availability

High Solids Paints Gloss Black
Couldn't load pickup availability

USS Flat Washer Thru-Hardened Steel 1/4"
Couldn't load pickup availability
USS Flat Washer Thru-Hardened Steel 3/8"
Couldn't load pickup availability

333 Dissimilar Steel TIG Wire 1/16"
Couldn't load pickup availability

ER4043 Aluminum MIG Welding Wire 0.035"
Couldn't load pickup availability

Rosin Core Solder 1/16"
Couldn't load pickup availability

338 Mild/Carbon Steel Stick Rod Electrode 1/8"
Couldn't load pickup availability

E7018 Mild/Carbon Steel Stick Electrode 1/8"
Couldn't load pickup availability

X-Tractalloy Extracting Welding Electrode Non-Conductive Flux 3/32
Couldn't load pickup availability
Product Description
High-strength, dissimilar steel joining. Excels in out-of-position applications. Vertical-up and overhead.Exceptional out-of-position welding
Tensile Strength: 127,000 PSI
Elongation: 37%
Hardness: 235 BHN
Polarity: AC or DC Reverse
Usage ProcedureUse AC or DC reverse polarity. Electrode may be used in a contact “drag” fashion or by holding a short arc. Stringer beads or a slight weave is best. Remove slag between passes. When welding alloyed or tool steel, preheat according to base metal requirements. For vertical-up welding, use a 1/8" electrode at approximately 65 to 70 amps or a 5/32" electrode at 75 to 85 amps. Use a weave “ledge” technique, pausing momentarily at end of weaves.
Technical Specifications
| Item#: | CW1872 |
|---|---|
| Welding Process | Stick |
| Type | Flux Coated |
| Diameter | 5/32 " |
| Tensile Strength | 125,000 PSI |
| Yield Strength | 100,000 PSI |
| Elongation | 35 % |
| Polarity | DCRP/AC |
| UNSPSC #: | 23271810 |
| TAA Compliant: | Yes |
| Weight: | 5.0 lb |
Product Restrictions