
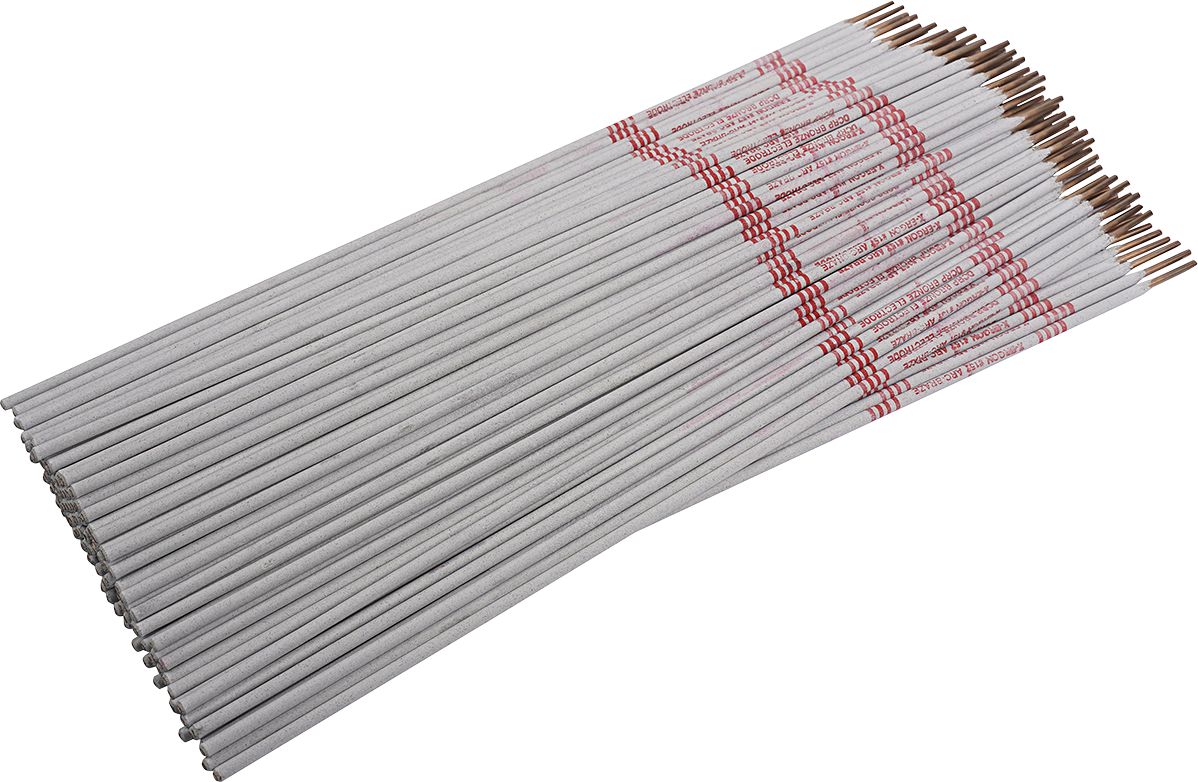
625 Copper and Brass Stick Rod Electrode, Flux Coated, 50 to 75 Amps, DCRP Polarity, Easy Arc Control, 3/32"
(Pack of
5)
SKU:CW1859 Item#: CW1859
Welds most ferrous and non-ferrous metals and joins most combinations of dissimilar metals (except white metals).
Superior Advantages
• Tough, crack-free, machinable welds
• Easy arc control with little preheat
• High frictional wear resistance
• High strength
Tensile Strength: 110,000 PSI
Hardness: Rc 21-23
Polarity: DC Reverse
Typical Applications
• Brass, bronze or cast iron to steel
• Gear teeth, valves and castings
• Impellers, cams and shafts
Usage ProcedureUse DC reverse polarity. Clean surfaces of grease, rust or scale. Use short arc with weave or stringer bead. No preheating required, except on heavy sections: 500°F (260°C) steel; 900°F (482°C) copper. For TIG use direct current straight polarity (electrode–). Clean surfaces of grease, rust, scale, etc. Use pure argon gas or a mixture of argon/helium for heavy sections. Set the flow rate at 15 to 20 CFH. For best results, use a gas lens collet body. Amperage will depend on ba
Frequently Bought Together

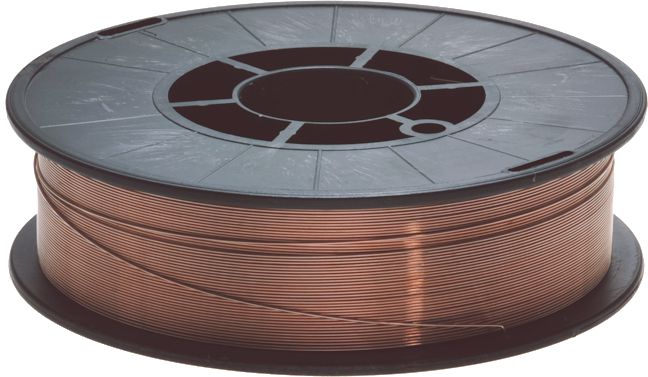
665 Copper and Brass TIG Wire 1/8"
Couldn't load pickup availability

665 Copper and Brass TIG Wire 3/32"
Couldn't load pickup availability
157 Bronze Stick Electrode 1/8
Couldn't load pickup availability

Nylon Cable Tie 15.5" Black
Couldn't load pickup availability

Butt Connector 16 to 14 AWG Clear
Couldn't load pickup availability

Butt Connector 22 to 18 AWG Clear
Couldn't load pickup availability

Rosin Core Solder 0.032"
Couldn't load pickup availability

Solid Solder 1/32"
Couldn't load pickup availability
Oxy Acetylene Fuel Gas Single Replacement Flint
Couldn't load pickup availability

ER70S-6 Mild/Carbon Steel MIG Welding Wire 0.035"
Couldn't load pickup availability
ER70S-6 Mild/Carbon Steel MIG Welding Wire 0.035"
Couldn't load pickup availability

333 Dissimilar Steel Stick Rod Electrode 1/8"
Couldn't load pickup availability
Product Description
Welds most ferrous and non-ferrous metals and joins most combinations of dissimilar metals (except white metals).Superior Advantages
• Tough, crack-free, machinable welds
• Easy arc control with little preheat
• High frictional wear resistance
• High strength
Tensile Strength: 110,000 PSI
Hardness: Rc 21-23
Polarity: DC Reverse
Typical Applications
• Brass, bronze or cast iron to steel
• Gear teeth, valves and castings
• Impellers, cams and shafts
Usage ProcedureUse DC reverse polarity. Clean surfaces of grease, rust or scale. Use short arc with weave or stringer bead. No preheating required, except on heavy sections: 500°F (260°C) steel; 900°F (482°C) copper. For TIG use direct current straight polarity (electrode–). Clean surfaces of grease, rust, scale, etc. Use pure argon gas or a mixture of argon/helium for heavy sections. Set the flow rate at 15 to 20 CFH. For best results, use a gas lens collet body. Amperage will depend on ba
Technical Specifications
| Item#: | CW1859 |
|---|---|
| Welding Process | Stick |
| Type | Flux Coated |
| Diameter | 3/32 " |
| Tensile Strength | 110,000 PSI |
| Base Metal | Copper/Brass |
| Hardness | 21-23 HRC |
| Polarity | DCRP |
| UNSPSC #: | 23271810 |
| TAA Compliant: | Yes |
| Weight: | 5.2 lb |
Product Restrictions











