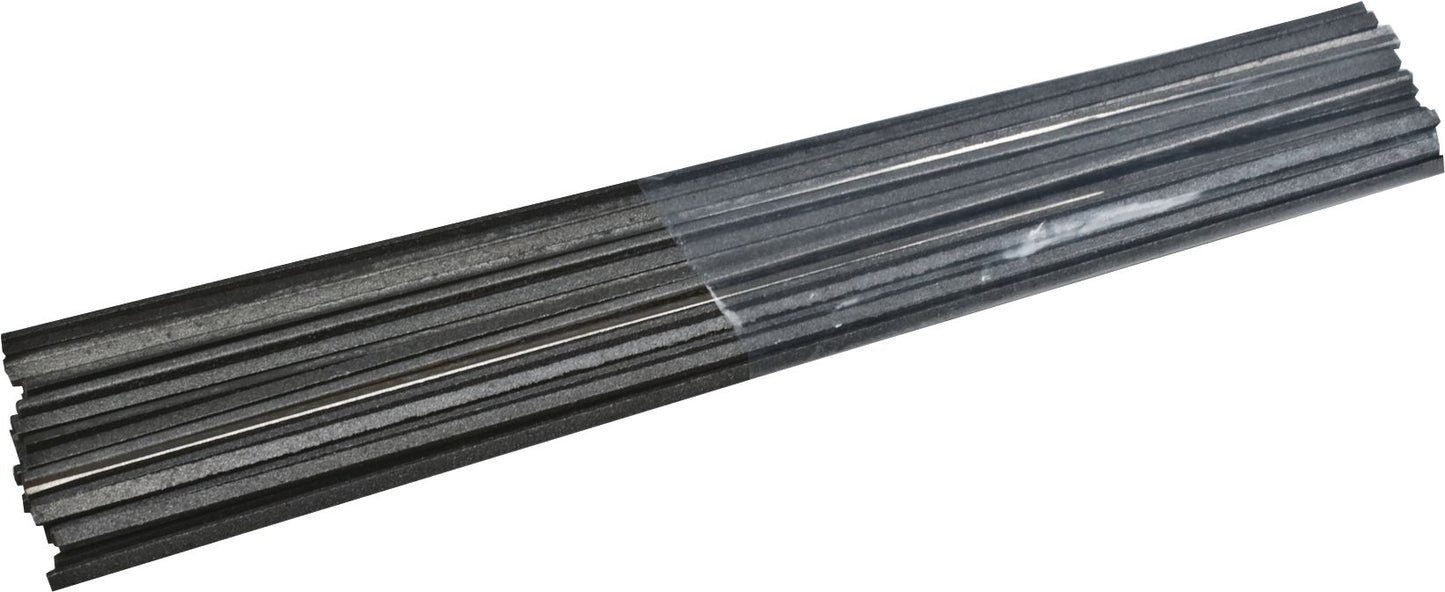
22 Fonter en fonte Brate Brazing, gris, 20 "de longueur, 3/16"
(Paquet de
5)
SKU:CW3062 Article#: CW3062
Une sélection d'alliages de brasage pour rejoindre la fonte et la tôle de brasage.
Avantages supérieurs
Dépôts solides et denses qui peuvent être usinés
Flux libre pour un lapage mince et un joint en métal bruté
Aucune dilution en métal de base ne rendant les réparations difficiles en fonte possible
Vraie Color Match en fonte
Force de traction: 53 000 psihardness: RC 18-20 Température de liaison: 2 300 ° F (1 260 ° C) Flux recommandé: F22
Applications typiques
Réparations du corps en tôle et en auto
Têtes et blocs de moteur
Tuyauterie, plomberie et pompes
Gears, pignon et poulies
Procédure d'utilisation Utilisez la flamme neutre et préchauffez une grande zone le long de la ligne de braze. Concentrez la flamme à l'extrémité de la tige et laissez les gouttes de soudure couler sur l'articulation. Continuez au chauffage jusqu'à ce qu'il se déplace et continuez le processus. Si une deuxième couche est requise, maintenez la torche parallèle aux travaux et appliquez drop-by-drop. Lorsque vous travaillez avec la fonte, évitez le chauffage localisé et couvrir le processus de refroidissement fini pour retarder le processus de refroidissement.
Impossible de charger la disponibilité du service de retrait
Page du catalogue : 13-29
Fréquemment achetés ensemble
264 ALLIAGE DE CADIUM SIGHT HIGH SIGHT 1 / 16X18
Impossible de charger la disponibilité du service de retrait

201 L'alliage de brasage nu d'élite 1 / 16x18
Impossible de charger la disponibilité du service de retrait
23 Copper et acier Flux enduit de brasage 1/8 "
Impossible de charger la disponibilité du service de retrait

30 Copper et en acier Flux enduit de brasage 3/32 "
Impossible de charger la disponibilité du service de retrait

30 Copper et acier Flux enduit de brasage 1/8 "
Impossible de charger la disponibilité du service de retrait
23 Copper et acier Flux enduit de brasage 3/32 "
Impossible de charger la disponibilité du service de retrait

Cap
Impossible de charger la disponibilité du service de retrait

Porte-pierre rond robuste robuste
Impossible de charger la disponibilité du service de retrait

Round Soapstone 1/4 x 5 "
Impossible de charger la disponibilité du service de retrait

SAE FLAT RONDEUR À travers l'acier durci 1/4 "
Impossible de charger la disponibilité du service de retrait

SAE J995C Éconcant avec insert en nylon Grade 8 1 / 2-13
Impossible de charger la disponibilité du service de retrait
Contre-écrou avec insert en nylon Grade 8 5 / 16-18
Impossible de charger la disponibilité du service de retrait
Description du produit
Une sélection d'alliages de brasage pour rejoindre la fonte et la tôle de brasage.Avantages supérieurs
Dépôts solides et denses qui peuvent être usinés
Flux libre pour un lapage mince et un joint en métal bruté
Aucune dilution en métal de base ne rendant les réparations difficiles en fonte possible
Vraie Color Match en fonte
Force de traction: 53 000 psihardness: RC 18-20 Température de liaison: 2 300 ° F (1 260 ° C) Flux recommandé: F22
Applications typiques
Réparations du corps en tôle et en auto
Têtes et blocs de moteur
Tuyauterie, plomberie et pompes
Gears, pignon et poulies
Procédure d'utilisation Utilisez la flamme neutre et préchauffez une grande zone le long de la ligne de braze. Concentrez la flamme à l'extrémité de la tige et laissez les gouttes de soudure couler sur l'articulation. Continuez au chauffage jusqu'à ce qu'il se déplace et continuez le processus. Si une deuxième couche est requise, maintenez la torche parallèle aux travaux et appliquez drop-by-drop. Lorsque vous travaillez avec la fonte, évitez le chauffage localisé et couvrir le processus de refroidissement fini pour retarder le processus de refroidissement.
Spécifications techniques
| Article#: | CW3062 |
|---|---|
| Processus de soudage | Effrontement |
| Taper | Nu |
| Diamètre | 3/16 " |
| Longueur | 18 " |
| Résistance à la traction | 53 000 psi |
| Température de fusion | 1560-2000 ° F |
| Couleur | Gris |
| Métal de base | Fonte |
| Flux recommandé | F22 |
| UNSPSC #: | 23271804 |
| Conforme à la TAA : | Non |
| Poids: | 5.0 lb |