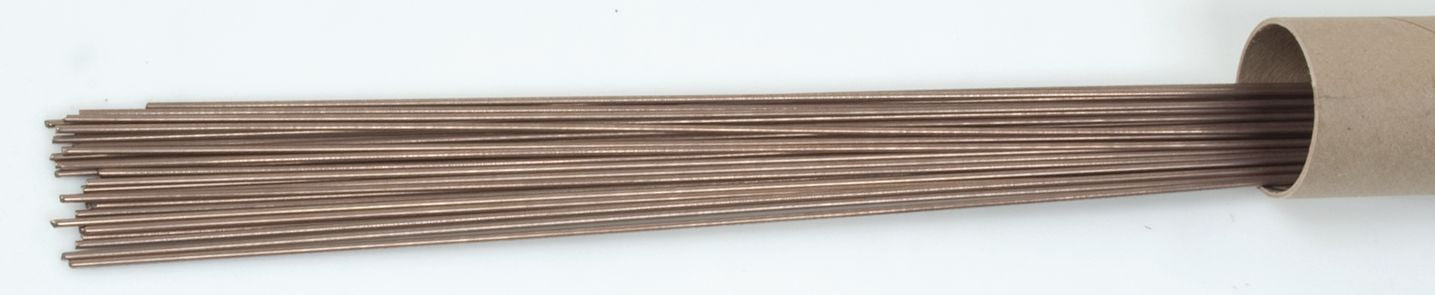
44 Silver Bare Brazing Tige, cuivre / argent, 36 "longueur, 3/32"
(Paquet de
2)
SKU:CW1012 Article#: CW1012
Pour une variété d'applications en cuivre et en laiton.
Avantages supérieurs
Forte résistance
Coût moindre par rapport aux alliages d'argent
Bonne correspondance de couleurs
Substitut de soudure en argent
Plage de brasage: 1 350 ° F à 1 550 ° F (732 ° C à 843 ° C) Flux recommandé: F40 (si nécessaire)
Applications typiques
Contacts électriques
Épissage de fil de cuivre
Raccords en laiton et en bronze
Tuyaux en cuivre
Cuivre à l'acier
Procédure d'utilisation Utilisez une flamme légèrement carburisée pour obtenir une perle à flux libre. CRONABRAZE ™ 44 ne nécessite pas de fusion du métal de base. Pour rejoindre du cuivre au cuivre, aucun flux n'est requis, mais avec le laiton ou le bronze, le flux F40 est nécessaire pour une liaison solide et sûre. Il est recommandé que 2 "à 3" de distance soient maintenus entre le cône de flamme et le métal de base pour de meilleurs résultats.
Impossible de charger la disponibilité du service de retrait
Page du catalogue : 13-30
Fréquemment achetés ensemble

47 Sil-Phos Brazing Brazing 1/8 "
Impossible de charger la disponibilité du service de retrait

51 Tale de brasage en revêtement en argent élevé 1/16 "
Impossible de charger la disponibilité du service de retrait

44 Silver Bare Brazing Rod 1/16 "
Impossible de charger la disponibilité du service de retrait
44 Silver Bare Brazing Rod 1/16 "
Impossible de charger la disponibilité du service de retrait

201 The Elite Blue Flux enduit d'alliage de brasage 1/16
Impossible de charger la disponibilité du service de retrait

201 L'alliage de brasage nu d'élite 1 / 16x18
Impossible de charger la disponibilité du service de retrait
Graisse bleue ht graisse 1 lb.
Impossible de charger la disponibilité du service de retrait

Vis de capuchon hexagonal Grade 9 ACIER ALLIAGE 3 / 4-16 x 3 "
Impossible de charger la disponibilité du service de retrait

Roue de broyage premium 4-1 / 2 "
Impossible de charger la disponibilité du service de retrait

Tie de coupe oxy-therm 1/4 x 24 "
Impossible de charger la disponibilité du service de retrait

510 Fil de soudage MIG en aluminium 0,035 "
Impossible de charger la disponibilité du service de retrait

45 Silver Bare Brazing Rod 1/8 "
Impossible de charger la disponibilité du service de retrait

SAE J995C Éconcant avec insert en nylon Grade 8 5/8-11
Impossible de charger la disponibilité du service de retrait

Bit hexagonal interchangeable set 20pc torx
Impossible de charger la disponibilité du service de retrait

SAE FLAT RONDEUR À travers l'acier durci 1/2 "
Impossible de charger la disponibilité du service de retrait
Description du produit
Pour une variété d'applications en cuivre et en laiton.Avantages supérieurs
Forte résistance
Coût moindre par rapport aux alliages d'argent
Bonne correspondance de couleurs
Substitut de soudure en argent
Plage de brasage: 1 350 ° F à 1 550 ° F (732 ° C à 843 ° C) Flux recommandé: F40 (si nécessaire)
Applications typiques
Contacts électriques
Épissage de fil de cuivre
Raccords en laiton et en bronze
Tuyaux en cuivre
Cuivre à l'acier
Procédure d'utilisation Utilisez une flamme légèrement carburisée pour obtenir une perle à flux libre. CRONABRAZE ™ 44 ne nécessite pas de fusion du métal de base. Pour rejoindre du cuivre au cuivre, aucun flux n'est requis, mais avec le laiton ou le bronze, le flux F40 est nécessaire pour une liaison solide et sûre. Il est recommandé que 2 "à 3" de distance soient maintenus entre le cône de flamme et le métal de base pour de meilleurs résultats.
Spécifications techniques
| Article#: | CW1012 |
|---|---|
| Processus de soudage | Effrontement |
| Taper | Nu |
| Diamètre | 3/32 " |
| Longueur | 36 " |
| Température de fusion | 1350-1550 ° F |
| Couleur | Cuivre |
| Métal de base | Argent |
| Flux recommandé | F40 |
| Description | Cuivre / laiton |
| UNSPSC #: | 23271804 |
| Conforme à la TAA : | Oui |
| Poids: | 2.0 lb |