
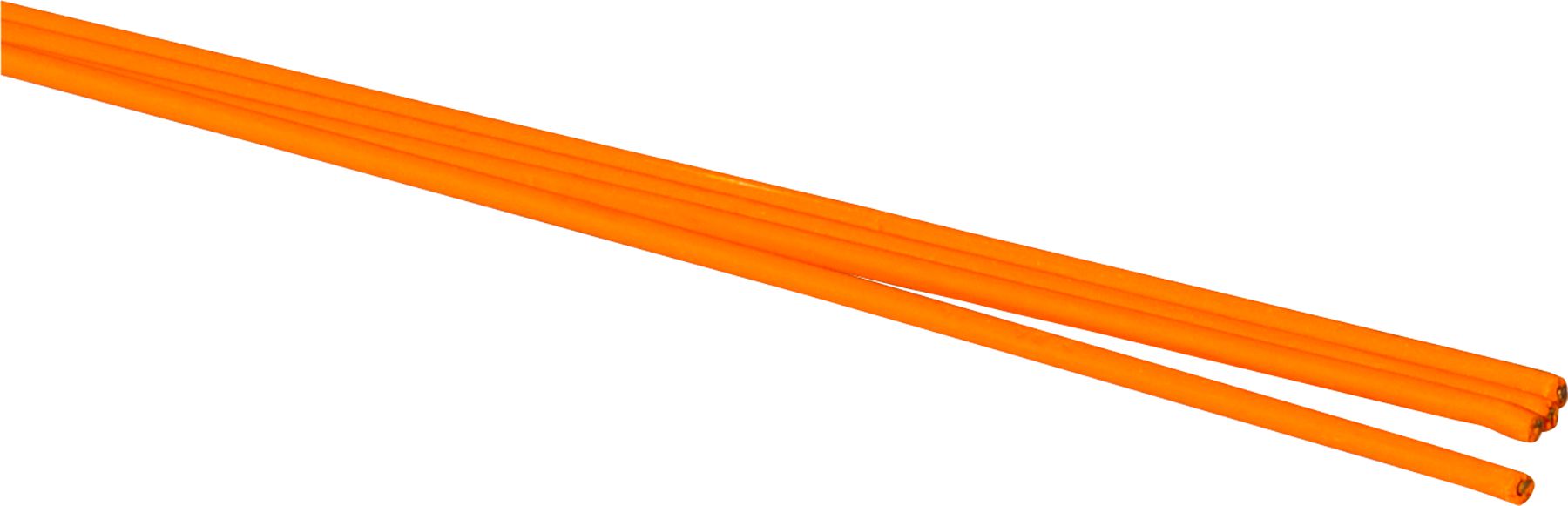
261 Température de travail à basse température Siltium Alliage libre Tensile 60000 32% Allongement 19% IACS Haute teneur en argent Flux de détergent élevé
(Paquet de
6)
SKU:EG26170000 Article#: EG26170000
Un alliage de brasage en argent à faible température avec une superbe action de mouillage sur des métaux difficiles à se joindre, tels que les aciers à outils, l'acier inoxydable, le cuivre de béryllium et les alliages de nickel.
Le flux rapide fonctionne bien sur les joints serrés
Point de fusion à forte teneur en argent et réduit le besoin de chaleur élevée pour rejoindre
Conductivité élevée
Forte résistance
Résistant à la corrosion
Sans cadmium
Force articulaire: jusqu'à 60 000 psi / 414 MPa
Allongement: 32%
Température de travail: 1370 ° F / 743 ° C
Conductivité électrique: 19% IACS
Résistance à la corrosion: bon
Revêtement: bleu
Les procédures nettoient la zone de soudure. Retirez toute la rouille, la peinture, la graisse, l'huile et d'autres matières étrangères. Maintenir une clairance conjointe de 0,003 à 0,005. Le préflux n'est pas requis; Cependant, un flux supplémentaire aidera à des joints serrés et peut être nécessaire. Faire chauffer la zone de soudure à une couleur rouge terne à l'aide d'une flamme légèrement carburisée. Faire fondre une petite quantité d'alliage et de flux. Gardez la torche en mouvement et passez le dépôt à travers l'articulation. Laisser refroidir lentement. Retirer les résidus de flux avec de l'eau tiède.
Impossible de charger la disponibilité du service de retrait
Fréquemment achetés ensemble

41 Tale de brasage enduit de flux en argent 3/32 "
Impossible de charger la disponibilité du service de retrait
40 Flux en argent Brazing Brazing 1/16 "
Impossible de charger la disponibilité du service de retrait

241 ALLIAGE BRAZING Aluminium premium 1 / 16x36
Impossible de charger la disponibilité du service de retrait
264 ALLIAGE DE CADIUM SIGHT HIGH SIGHT 1 / 16X18
Impossible de charger la disponibilité du service de retrait

41 Flux en argent Bratuing Brazing 1/16 "
Impossible de charger la disponibilité du service de retrait

46 Sil-Phos Brazing Brad 1/8 "
Impossible de charger la disponibilité du service de retrait

9 "L'exploitation de la mâchoire de puissance lourde à haute teneur
Impossible de charger la disponibilité du service de retrait

SAE / Métrique 3/8 Boule de couple moulée
Impossible de charger la disponibilité du service de retrait

2.1 Ronde à tête à tête 3/8 Drive 168 dent
Impossible de charger la disponibilité du service de retrait
Carburant oxy acétylène et connecteur rapide à l'oxygène
Impossible de charger la disponibilité du service de retrait

333 Électrode de tige de bâton en acier dissemblable 1/8 "
Impossible de charger la disponibilité du service de retrait

338 Électrode de tige de bâton en acier doux / carbone 1/8 "
Impossible de charger la disponibilité du service de retrait

Connecteur des fesses descendant 22 à 18/16 à 14 AWG
Impossible de charger la disponibilité du service de retrait

Travail étanche aqua léger 66 LED
Impossible de charger la disponibilité du service de retrait

Connecteur à bout de 22 à 18 AWG rouge
Impossible de charger la disponibilité du service de retrait
Description du produit
Un alliage de brasage en argent à faible température avec une superbe action de mouillage sur des métaux difficiles à se joindre, tels que les aciers à outils, l'acier inoxydable, le cuivre de béryllium et les alliages de nickel.Le flux rapide fonctionne bien sur les joints serrés
Point de fusion à forte teneur en argent et réduit le besoin de chaleur élevée pour rejoindre
Conductivité élevée
Forte résistance
Résistant à la corrosion
Sans cadmium
Force articulaire: jusqu'à 60 000 psi / 414 MPa
Allongement: 32%
Température de travail: 1370 ° F / 743 ° C
Conductivité électrique: 19% IACS
Résistance à la corrosion: bon
Revêtement: bleu
Les procédures nettoient la zone de soudure. Retirez toute la rouille, la peinture, la graisse, l'huile et d'autres matières étrangères. Maintenir une clairance conjointe de 0,003 à 0,005. Le préflux n'est pas requis; Cependant, un flux supplémentaire aidera à des joints serrés et peut être nécessaire. Faire chauffer la zone de soudure à une couleur rouge terne à l'aide d'une flamme légèrement carburisée. Faire fondre une petite quantité d'alliage et de flux. Gardez la torche en mouvement et passez le dépôt à travers l'articulation. Laisser refroidir lentement. Retirer les résidus de flux avec de l'eau tiède.
Spécifications techniques
| Article#: | EG26170000 |
|---|---|
| Processus de soudage | Effrontement |
| Taper | Tige de brasage à revêtement |
| Diamètre | 1/16 " |
| Longueur | 18 " |
| Résistance à la traction | 70 000 psi |
| Température de fusion | 1 295 ° F |
| Couleur | Bleu |
| Métal de base | Tous les métaux sauf les métaux blancs |
| Flux recommandé | 361 |
| UNSPSC #: | 23271804 |
| Conforme à la TAA : | Oui |
| Poids: | 0.395 lb |
Restrictions sur les produits











