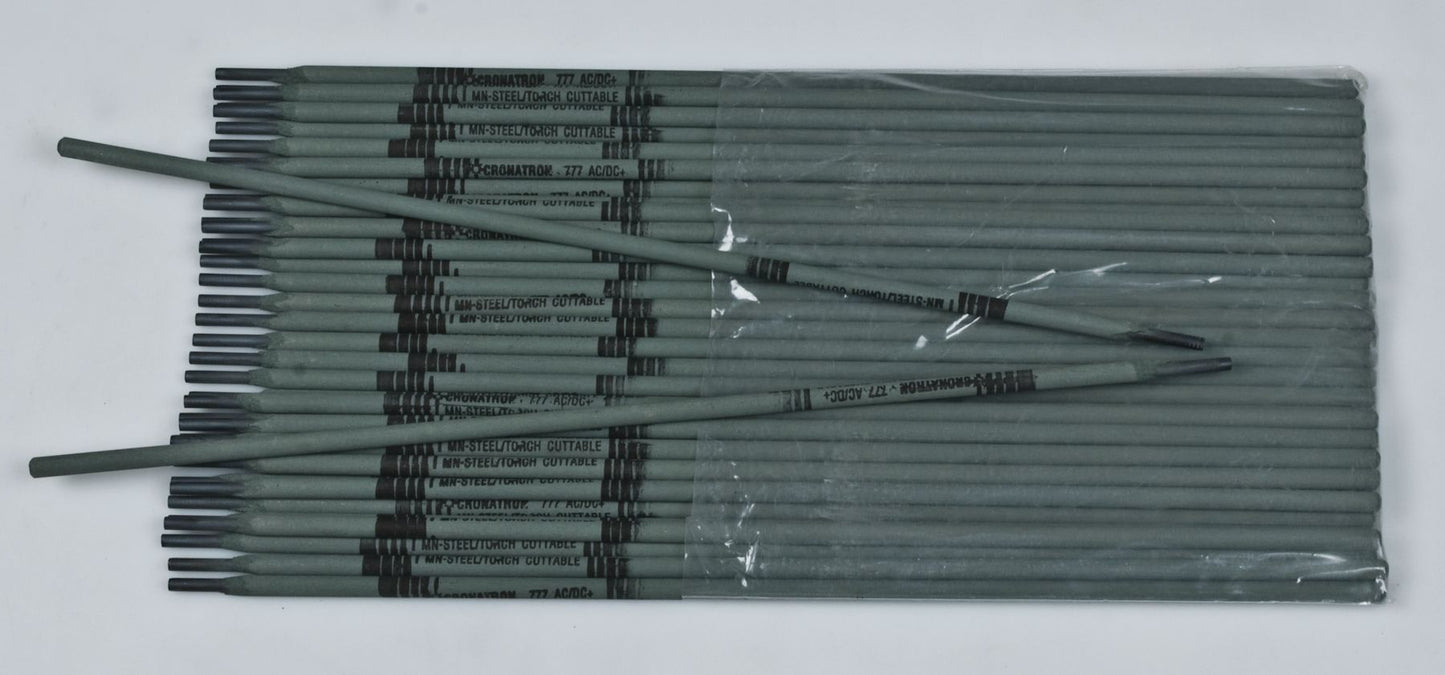
777 Électrode à tige de bâton à haute odeur d'impact auusténitique, 43 à 47 (WH) dureté HRC, 125 à 170 ampères, Polarité AC / DCRP, 5/32 "
(Paquet de
5)
SKU:CW1062 Article#: CW1062
Conçu pour la faible résistance à l'abrasion et les situations à fort impact.
Avantages supérieurs
Travail durcit dans des conditions d'impact lourdes
Applications de passe-passe illimitées
Appel élevé d'opérateur Smooth Running, Sparks calmes et minimaux
Pour un impact grave et un choc extrême (Torch Cuttable)
Force de traction: 116 000 psi dure: RC 47 Pollarité: AC ou CC Inverse
Allongement: 38%
Applications typiques
Se godet
Hammer Mill et Mill Swing Hammers
Tamponneurs et piquets
Barres de concasseur d'impact
Procédure d'utilisation AC ou polarité inverse DC avec des procédures de soudage de maintenance normales. La surface doit être propre et sèche, cependant, le certificat 777 est fabriqué avec des agents de nettoyage et de flux spéciaux pour promouvoir les soudures sonores dans la plupart des conditions. Pour le soudage vertical, maintenez un arc court et inclinez l'électrode 10 ° dans le sens du voyage, en utilisant une technique de perle de linge.
Astuce technique Lors de l'adhésion aux aciers à manganèse, utilisez la technique de saute de saut pour éviter l'augmentation de la température dans une zone localisée. Ne préchauffez pas l'acier au manganèse. La température de l'interpass ne doit pas dépasser 500 ° F (260 ° C).
Impossible de charger la disponibilité du service de retrait
Page du catalogue : 13-21
Fréquemment achetés ensemble
777 Électrode au bâton à face au austénitique 1/8 "
Impossible de charger la disponibilité du service de retrait

7109 AUSTENITIQUE HARD FACHING WELDDING FIL 0,045 "
Impossible de charger la disponibilité du service de retrait

173 alliage de dépôt élevé à plusieurs uaces pour rejoindre et construire 1/8
Impossible de charger la disponibilité du service de retrait

706 Electrode de tige de bâton d'accès à face dur 3/32 "
Impossible de charger la disponibilité du service de retrait
706 Electrode de tige de bâton d'accès à face dur 1/8 "
Impossible de charger la disponibilité du service de retrait

246 Electrode de tige de bâton à face en carbure 1/2 "
Impossible de charger la disponibilité du service de retrait

22-50 MIG Soudage Buse 1/2 "
Impossible de charger la disponibilité du service de retrait

Soude de core de ROSIN 1/16 "
Impossible de charger la disponibilité du service de retrait

Porte-pierre rond robuste robuste
Impossible de charger la disponibilité du service de retrait

SAE FLAT RONDEUR À travers l'acier durci 1/4 "
Impossible de charger la disponibilité du service de retrait

SAE J995C Éconcant avec insert en nylon Grade 8 1 / 2-13
Impossible de charger la disponibilité du service de retrait
Contre-écrou avec insert en nylon Grade 8 5 / 16-18
Impossible de charger la disponibilité du service de retrait
Description du produit
Conçu pour la faible résistance à l'abrasion et les situations à fort impact.Avantages supérieurs
Travail durcit dans des conditions d'impact lourdes
Applications de passe-passe illimitées
Appel élevé d'opérateur Smooth Running, Sparks calmes et minimaux
Pour un impact grave et un choc extrême (Torch Cuttable)
Force de traction: 116 000 psi dure: RC 47 Pollarité: AC ou CC Inverse
Allongement: 38%
Applications typiques
Se godet
Hammer Mill et Mill Swing Hammers
Tamponneurs et piquets
Barres de concasseur d'impact
Procédure d'utilisation AC ou polarité inverse DC avec des procédures de soudage de maintenance normales. La surface doit être propre et sèche, cependant, le certificat 777 est fabriqué avec des agents de nettoyage et de flux spéciaux pour promouvoir les soudures sonores dans la plupart des conditions. Pour le soudage vertical, maintenez un arc court et inclinez l'électrode 10 ° dans le sens du voyage, en utilisant une technique de perle de linge.
Astuce technique Lors de l'adhésion aux aciers à manganèse, utilisez la technique de saute de saut pour éviter l'augmentation de la température dans une zone localisée. Ne préchauffez pas l'acier au manganèse. La température de l'interpass ne doit pas dépasser 500 ° F (260 ° C).
Spécifications techniques
| Article#: | CW1062 |
|---|---|
| Processus de soudage | Bâton |
| Taper | Électrode de bâton |
| Diamètre | 5/32 " |
| Métal de base | Austénitique |
| Dureté | 43-47 (WH) HRC |
| Polarité | AC / DCRP |
| UNSPSC #: | 23271810 |
| Conforme à la TAA : | Oui |
| Poids: | 5.0 lb |
Restrictions sur les produits