510 Aluminum Stick Rod Electrode, Flux Coated, 55 to 80 Amps, DCRP Polarity, Good Corrosion Resistance, Stable, Quiet Arc, 3/32"
(Pack of
2)
SKU:CW1826 Item#: CW1826
Highly versatile alloys for all weldable types of aluminum including sheet, forgings, extrusions and castings.
Superior Advantages
• Stable, quiet arc with no undercutting
• Good corrosion resistance
Tensile Strength: 35,000 PSI
Polarity: DC Reverse
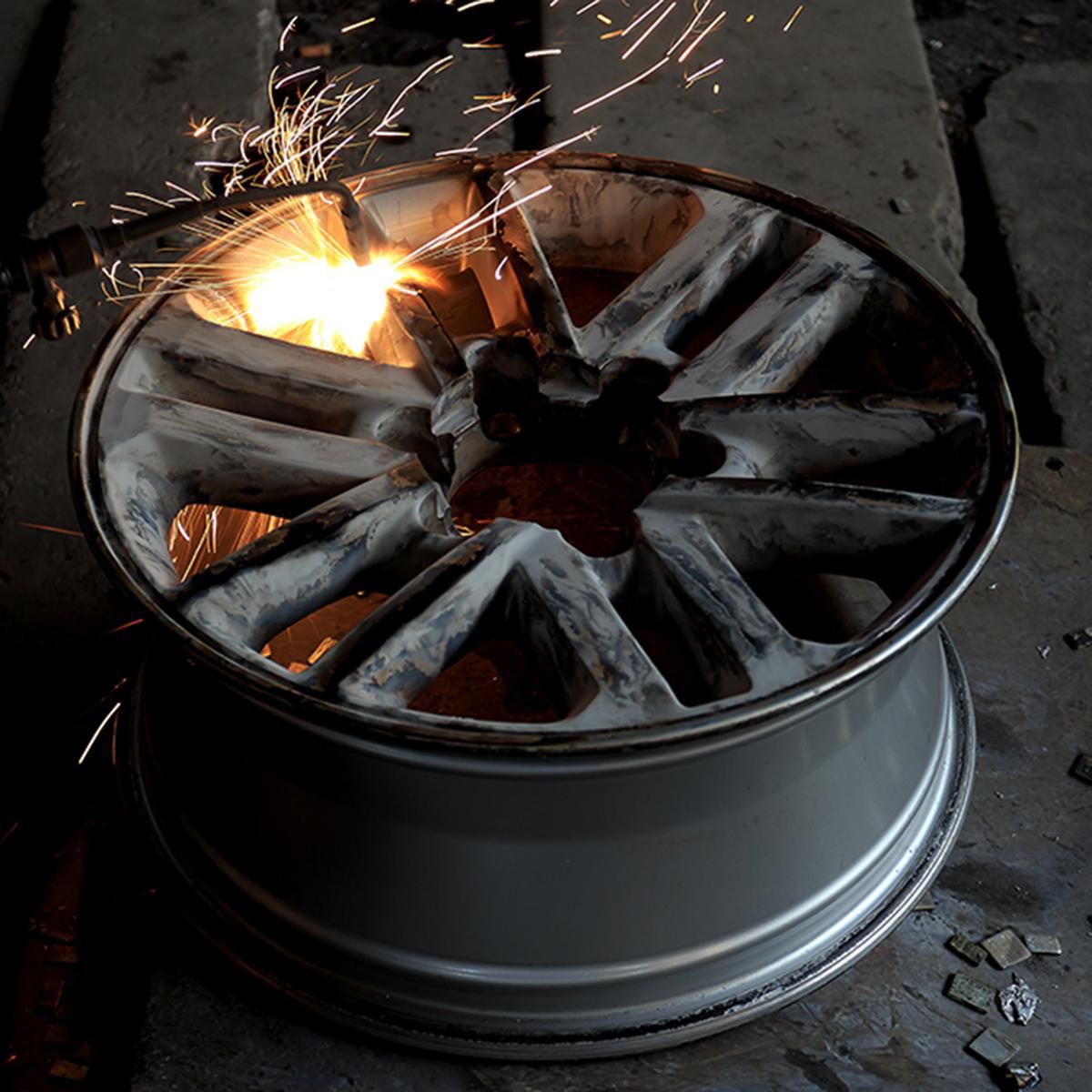
Usage ProcedureMaintain the shortest arc possible, using DC reverse polarity only. On large heavy sections, preheating to 400°F (204°C) will produce faster, flatter deposit with no splatter. Electrode should be held almost perpendicular and use a rapid stringer or weaving technique with a backwhip at the crater. Bevel pieces 75° on sections 1/8" (3.2mm) or thicker.
Couldn't load pickup availability
Catalog page#: 13-16
Frequently Bought Together

556 Aluminum MIG Welding Wire 0.035"
Couldn't load pickup availability

ER5356 Aluminum MIG Welding Wire 0.045"
Couldn't load pickup availability

556 Aluminum MIG Welding Wire 0.035"
Couldn't load pickup availability

SAE Flat Washer Thru-Hardened Steel 1/4"
Couldn't load pickup availability

SAE J995C Locknut with Nylon Insert Grade 8 1/2-13
Couldn't load pickup availability
Locknut with Nylon Insert Grade 8 5/16-18
Couldn't load pickup availability

22-50 MIG Welding Nozzle 1/2"
Couldn't load pickup availability

Rosin Core Solder 1/16"
Couldn't load pickup availability

Round Soapstone Holder Heavy Duty
Couldn't load pickup availability

321 Mild and Carbon Steel TIG Wire 1/8"
Couldn't load pickup availability

665 Copper and Brass TIG Wire 1/16"
Couldn't load pickup availability

333 Dissimilar Steel TIG Wire 1/8"
Couldn't load pickup availability
Product Description
Highly versatile alloys for all weldable types of aluminum including sheet, forgings, extrusions and castings.Superior Advantages
• Stable, quiet arc with no undercutting
• Good corrosion resistance
Tensile Strength: 35,000 PSI
Polarity: DC Reverse
Usage ProcedureMaintain the shortest arc possible, using DC reverse polarity only. On large heavy sections, preheating to 400°F (204°C) will produce faster, flatter deposit with no splatter. Electrode should be held almost perpendicular and use a rapid stringer or weaving technique with a backwhip at the crater. Bevel pieces 75° on sections 1/8" (3.2mm) or thicker.
Technical Specifications
| Item#: | CW1826 |
|---|---|
| Welding Process | Stick |
| Type | Flux Coated |
| Diameter | 3/32 " |
| Tensile Strength | 35,000 PSI |
| Base Metal | Aluminum |
| Polarity | DCRP |
| UNSPSC #: | 23271810 |
| TAA Compliant: | Yes |
| Weight: | 2.0 lb |