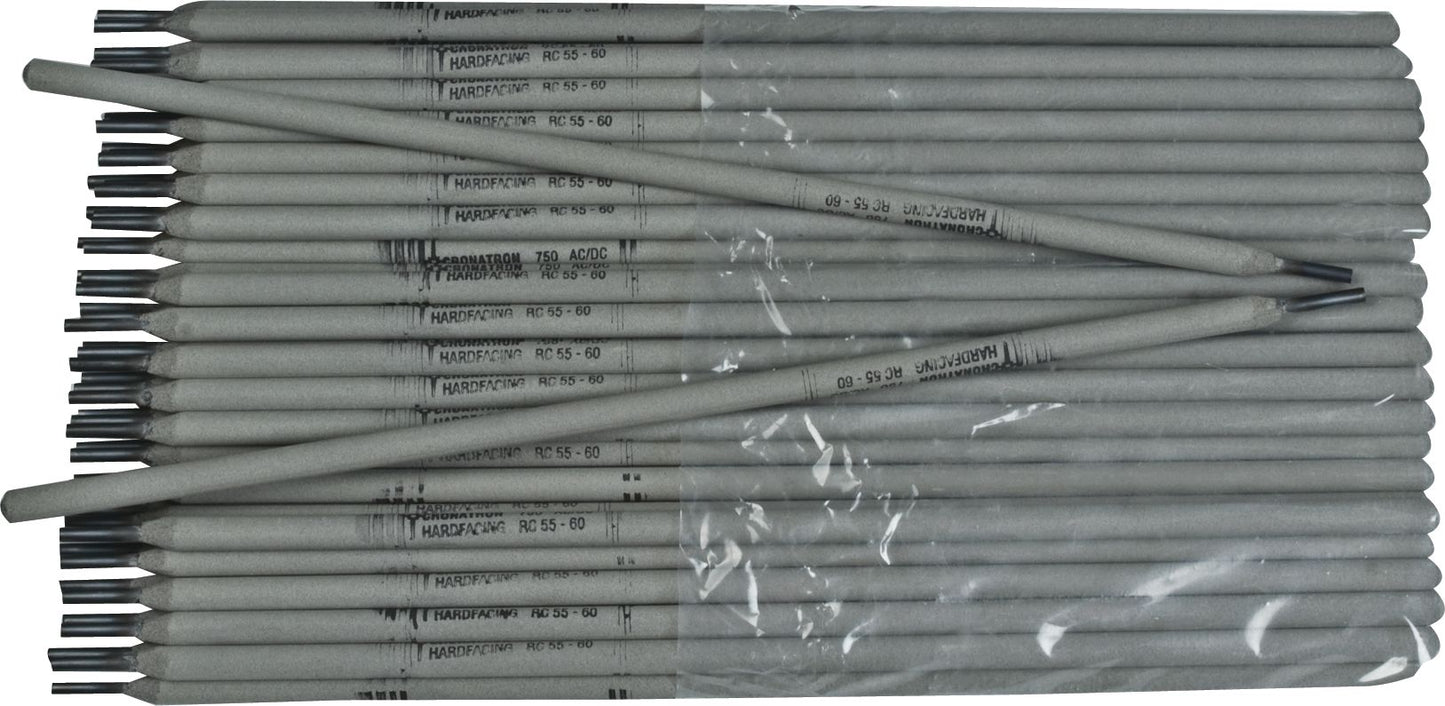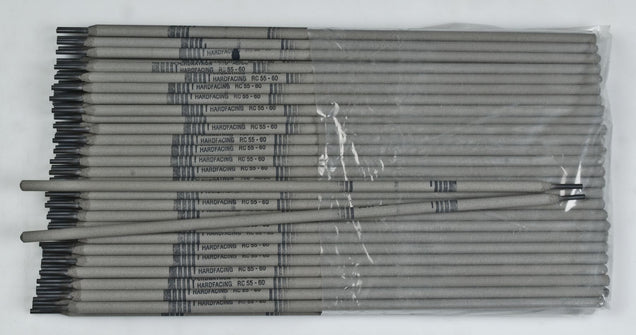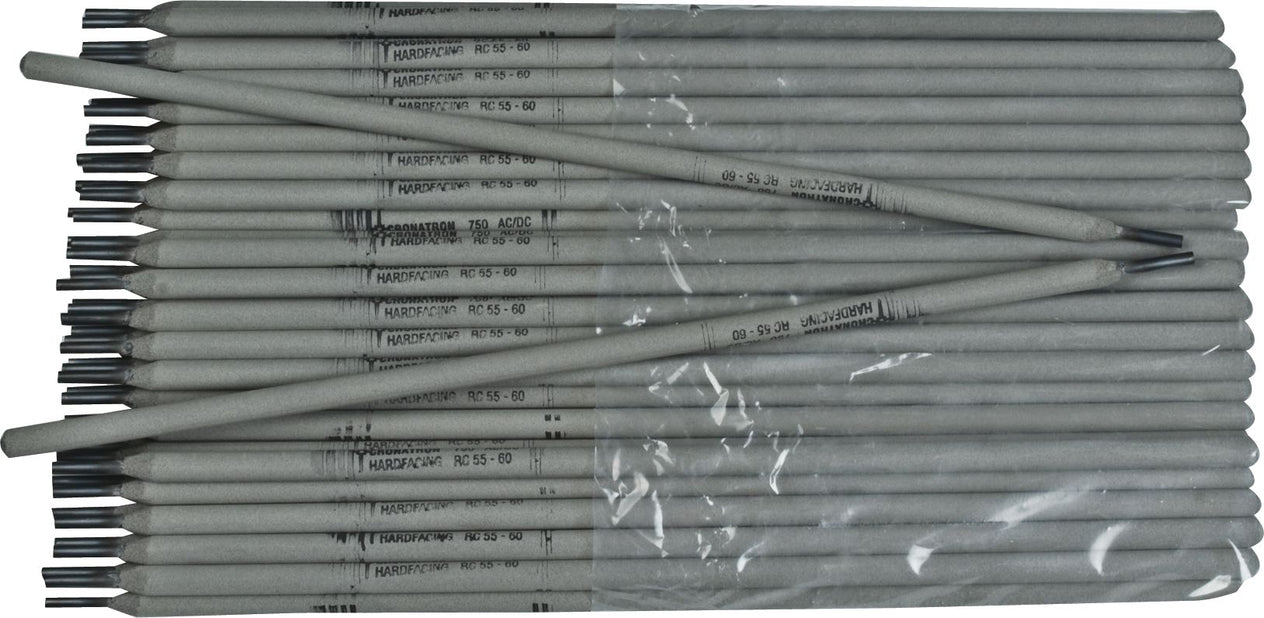
750 Martensitic Hard Facing Stick Rod Electrode, 55 to 60 HRC Hardness, 110 to 160 Amps, AC/DCRP Polarity, 5/32"
(Pack of
10)
SKU:CW1515 Item#: CW1515
Designed for moderate abrasion resistance and impact situations.
Superior Advantages
• Good for metal-to-metal wear
• Torch cuttable
• Heat-treatable
• Unlimited pass-over-pass applications
• Provides good impact resistance
All-position alloy for carbon and alloy steels
Hardness: Rc 55-60
Polarity: AC or DC Reverse
Typical Applications
• Dredger and shovel teeth
• Hammers
• Conveyor screws
• Shredders
• Shear blades
Technical TipFor austenitic manganese steel, use a buffer layer of CRONAWEAR™ 7770, followed by multiple passes of CRONAWEAR 750 (to achieve full hardness). Keep the arc close. For vertical welds, use rapid weave and hesitate over each crater before extinguishing arc.
Frequently Bought Together

172 Intermediate Abrasion And Impact Alloy 5/32X18
Couldn't load pickup availability

711 Carbide Hard Facing Stick Rod Electrode 5/32"
Couldn't load pickup availability

281 Martensitic Stick Rod Electrode 1/8"
Couldn't load pickup availability

7500 Martensitic Hard Facing Welding Wire 1/16"
Couldn't load pickup availability

Hex Nut Grade 8 Alloy Steel 3/8-16
Couldn't load pickup availability

SAE Flat Washer Thru-Hardened Steel 5/8"
Couldn't load pickup availability

Autobahn Ergo Magna EZ Crimper Ratcheting Terminal Crimper
Couldn't load pickup availability
Oxy-Therm Cutting Rod 3/8 x 24"
Couldn't load pickup availability
Oxy-Therm Cutting Rod 3/8 x 36"
Couldn't load pickup availability

281 High Strength Silver Bearing Solder .031DIA 19G TUBE
Couldn't load pickup availability
Product Description
Designed for moderate abrasion resistance and impact situations.Superior Advantages
• Good for metal-to-metal wear
• Torch cuttable
• Heat-treatable
• Unlimited pass-over-pass applications
• Provides good impact resistance
All-position alloy for carbon and alloy steels
Hardness: Rc 55-60
Polarity: AC or DC Reverse
Typical Applications
• Dredger and shovel teeth
• Hammers
• Conveyor screws
• Shredders
• Shear blades
Technical TipFor austenitic manganese steel, use a buffer layer of CRONAWEAR™ 7770, followed by multiple passes of CRONAWEAR 750 (to achieve full hardness). Keep the arc close. For vertical welds, use rapid weave and hesitate over each crater before extinguishing arc.
Technical Specifications
| Item#: | CW1515 |
|---|---|
| Welding Process | Stick |
| Type | Stick Electrode |
| Diameter | 5/32 " |
| Base Metal | Martensitic |
| Hardness | 55-60 HRC |
| Polarity | AC/DCRP |
| UNSPSC #: | 23271810 |
| TAA Compliant: | Yes |
| Weight: | 10.5 lb |
Product Restrictions