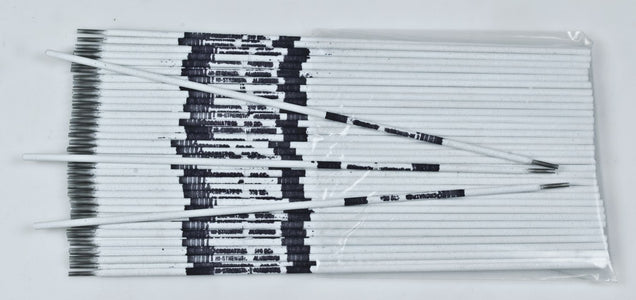
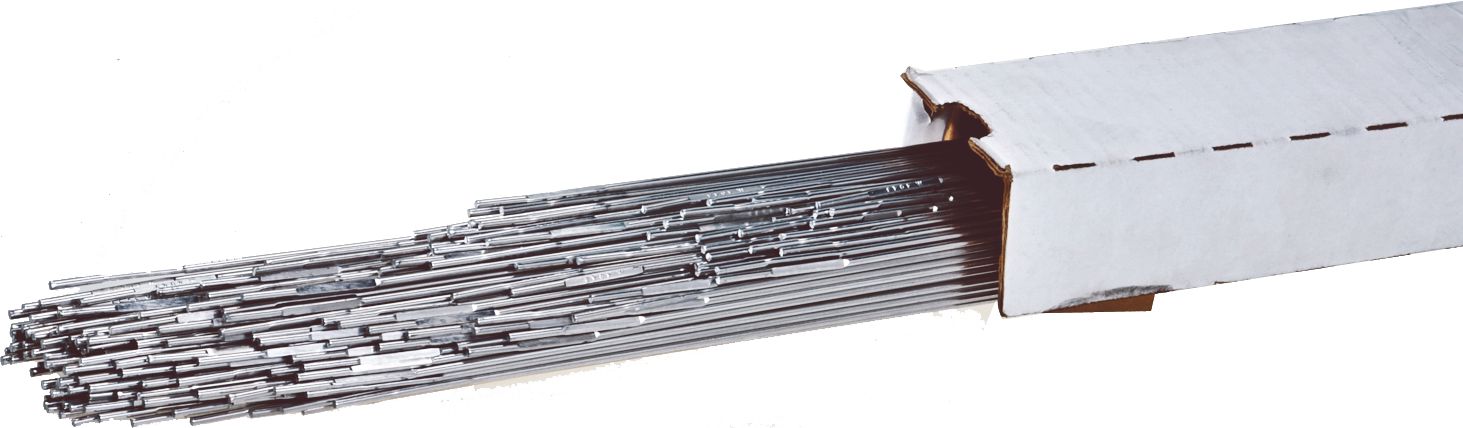
510 Aluminum Stick Rod Electrode, Flux Coated, 105 to 160 Amps, DCRP Polarity, Good Corrosion Resistance, Stable, Quiet Arc, 5/32"
(Pack of
2)
SKU:CW1038 Item#: CW1038
Highly versatile alloys for all weldable types of aluminum including sheet, forgings, extrusions and castings.
Superior Advantages
• Stable, quiet arc with no undercutting
• Good corrosion resistance
Tensile Strength: 35,000 PSI
Polarity: DC Reverse
Usage ProcedureMaintain the shortest arc possible, using DC reverse polarity only. On large heavy sections, preheating to 400°F (204°C) will produce faster, flatter deposit with no splatter. Electrode should be held almost perpendicular and use a rapid stringer or weaving technique with a backwhip at the crater. Bevel pieces 75° on sections 1/8" (3.2mm) or thicker.
Couldn't load pickup availability
Catalog page#: 13-16
Frequently Bought Together

ER5356 Aluminum MIG Welding Wire 0.035"
Couldn't load pickup availability
ER4043 Aluminum TIG Wire 1/16"
Couldn't load pickup availability

510 Aluminum MIG Welding Wire 0.045"
Couldn't load pickup availability

Autobahn Ergo Magna EZ Crimper Ratcheting Terminal Crimper
Couldn't load pickup availability

Hex Nut Grade 8 Alloy Steel 1/4-20
Couldn't load pickup availability

Flat Washer Grade 12 Thru-Hardened Steel M12
Couldn't load pickup availability

281 High Strength Silver Bearing Solder .031DIA 19G TUBE
Couldn't load pickup availability

24A-62 MIG Welding Nozzle 5/8"
Couldn't load pickup availability

Rosin Core Solder 1/16"
Couldn't load pickup availability

333 Dissimilar Steel Stick Rod Electrode 3/32"
Couldn't load pickup availability
3880 Stainless Steel TIG Wire 3/32"
Couldn't load pickup availability
375 Mild/Carbon Steel Stick Rod Electrode 1/8"
Couldn't load pickup availability
Product Description
Highly versatile alloys for all weldable types of aluminum including sheet, forgings, extrusions and castings.Superior Advantages
• Stable, quiet arc with no undercutting
• Good corrosion resistance
Tensile Strength: 35,000 PSI
Polarity: DC Reverse
Usage ProcedureMaintain the shortest arc possible, using DC reverse polarity only. On large heavy sections, preheating to 400°F (204°C) will produce faster, flatter deposit with no splatter. Electrode should be held almost perpendicular and use a rapid stringer or weaving technique with a backwhip at the crater. Bevel pieces 75° on sections 1/8" (3.2mm) or thicker.
Technical Specifications
| Item#: | CW1038 |
|---|---|
| Welding Process | Stick |
| Type | Flux Coated |
| Diameter | 5/32 " |
| Tensile Strength | 35,000 PSI |
| Base Metal | Aluminum |
| Polarity | DCRP |
| UNSPSC #: | 23271810 |
| TAA Compliant: | Yes |
| Weight: | 2.0 lb |