
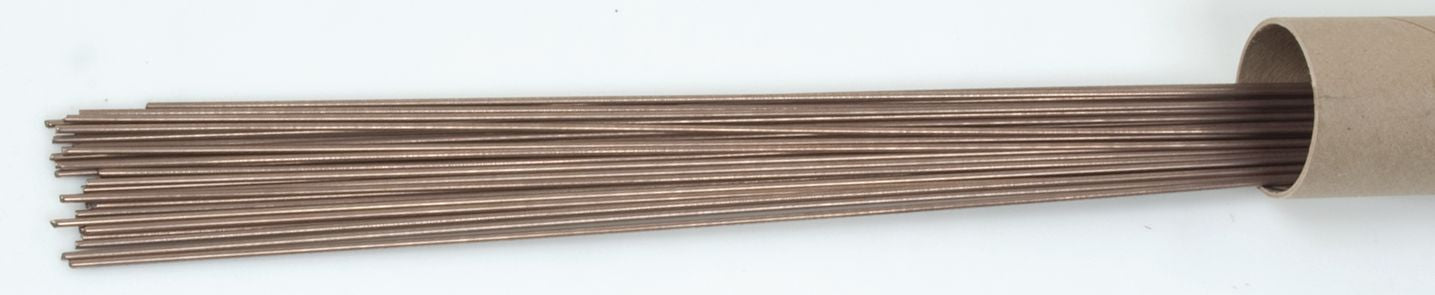
54 Flux Cored Brazing Rod, 32" Length, 1/8" Diameter, Aluminum
(Pack of
2)
SKU:CW1857 Item#: CW1857
A selection of alloys for joining all types of aluminum.
Superior Advantages
• Products for joining and buildup
• Easy to apply
Flux-cored for all types of aluminum
Tensile Strength: 34,500 PSI
Application Temperature: 1,110°F (599°C)
Recommended Flux: F56 (if needed)
Typical Applications
• Aluminum frames
• Tubing and piping
• Ornamental aluminum
• Cast aluminum
Usage ProcedureBevel heavy sections to allow 100% weld metal penetration. Broadly heat area to be brazed with a large, soft and slightly carburizing flame to about 1,050°F (566°C). Warm the end of the rod and rub on base metal until flux flows freely. 54C will then begin to wet the base metal. Deposit the 54C to fill the joint. Flux residue may be removed with warm water and brush. If additional flux is needed, use F56 flux.
Couldn't load pickup availability
Catalog page#: 13-29
Frequently Bought Together

53 Pot Metal Bare Brazing Rod 1/8"
Couldn't load pickup availability

241 Premium Aluminum Brazing Alloy 1/8x36
Couldn't load pickup availability
241 Premium Aluminum Brazing Alloy 1/16x36
Couldn't load pickup availability

45 Silver Bare Brazing Rod 1/8"
Couldn't load pickup availability

40 High Silver Flux Coated Brazing Rod 1/16"
Couldn't load pickup availability
44 Silver Bare Brazing Rod 3/32"
Couldn't load pickup availability

Nylon Cable Tie 8" Black
Couldn't load pickup availability
Nylon Cable Tie 15.25" Black
Couldn't load pickup availability
Nylon Cable Tie 11.75" Black
Couldn't load pickup availability

331 Mild and Carbon Steel MIG Welding Wire 0.035"
Couldn't load pickup availability

Flat Soapstone 1/2"
Couldn't load pickup availability
Oxy Acetylene Fuel Gas Single Flint Striker
Couldn't load pickup availability
Product Description
A selection of alloys for joining all types of aluminum.Superior Advantages
• Products for joining and buildup
• Easy to apply
Flux-cored for all types of aluminum
Tensile Strength: 34,500 PSI
Application Temperature: 1,110°F (599°C)
Recommended Flux: F56 (if needed)
Typical Applications
• Aluminum frames
• Tubing and piping
• Ornamental aluminum
• Cast aluminum
Usage ProcedureBevel heavy sections to allow 100% weld metal penetration. Broadly heat area to be brazed with a large, soft and slightly carburizing flame to about 1,050°F (566°C). Warm the end of the rod and rub on base metal until flux flows freely. 54C will then begin to wet the base metal. Deposit the 54C to fill the joint. Flux residue may be removed with warm water and brush. If additional flux is needed, use F56 flux.
Technical Specifications
| Item#: | CW1857 |
|---|---|
| Welding Process | Brazing |
| Type | Flux Cored |
| Diameter | 1/8 " |
| Length | 32 " |
| Tensile Strength | 34,500 PSI |
| Melting Temperature | 1560-2000 °F |
| Base Metal | Aluminum |
| Recommended Flux | F56 |
| UNSPSC #: | 23271804 |
| TAA Compliant: | Yes |
| Weight: | 2.5 lb |










