
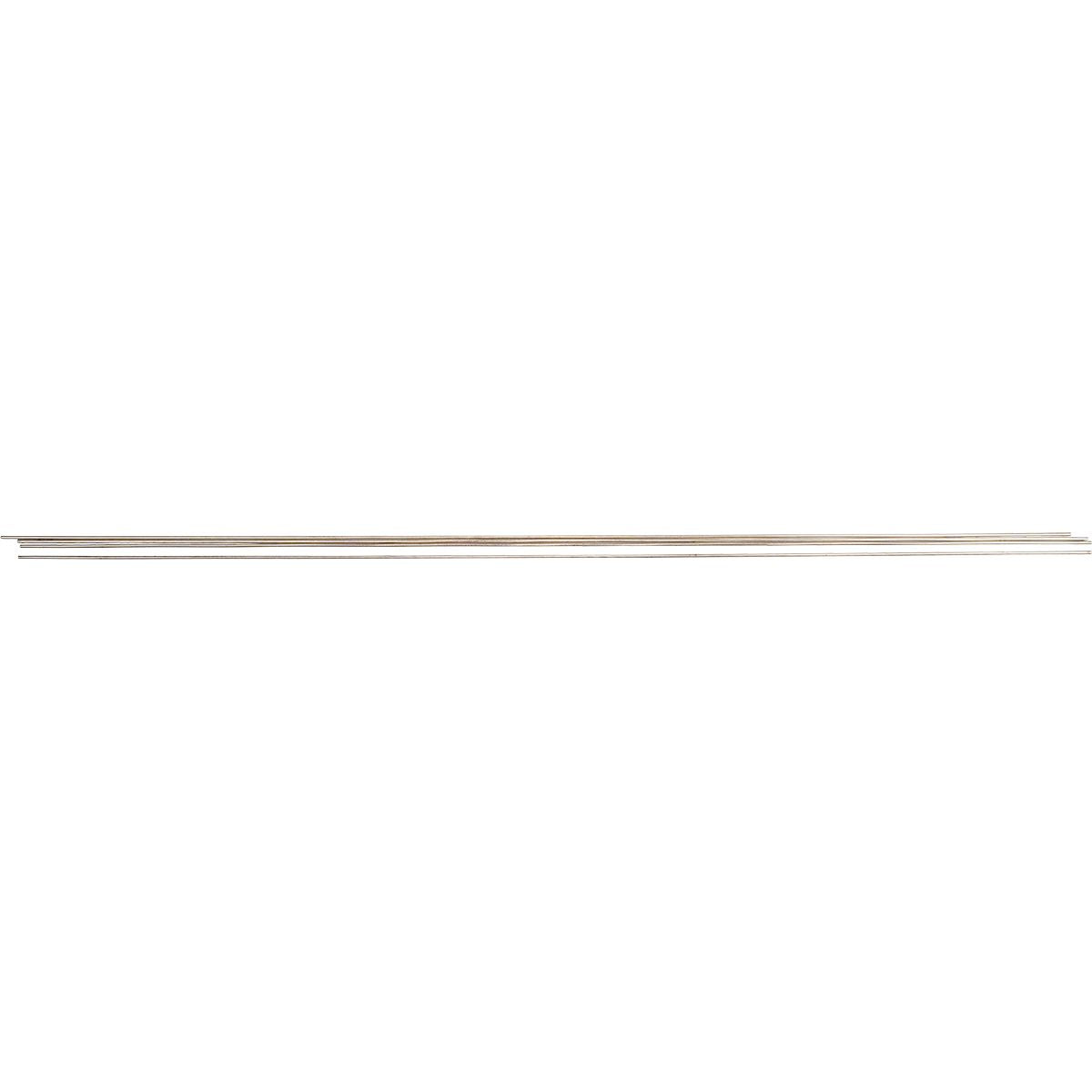
46 Sil-Phos Bare Brazing Rod, Copper/Silver, 0.05" Width, 20" Length, 1/8"
(Pack of
1)
SKU:CW5763 Item#: CW5763
These “sil-phos” alloys provide cost-effective solutions to joining copper and brass alloys.
Superior Advantages
• Thin flow provides excellent capillary action
• No flux required for copper-to-copper applications
• Fills gaps on poor fit-up joints
Fill gaps without affecting joint strength
Brazing Range: 1,325°F to 1,500°F (718°C to 815°C)
Recommended Flux: F40 (for dissimilar)
Typical Applications
• Electrical components
• Plumbing and HVAC
• Copper coils and tubing
• Rotors and armatures
Usage ProcedureHeat broad area using large torch tip; a neutral flame is suggested, and a distance of 2" to 3" from the base metal produces the best results. No flux is required on copper-to-copper welds. The joint area should be clean. When the copper turns dull red, the alloy should be applied and the flame should be kept in constant motion ahead of the rod. These alloys are especially effective on long lap joints, fillets and butts.
Couldn't load pickup availability
Catalog page#: 13-28
Frequently Bought Together
40 Silver Flux Coated Brazing Rod 1/16"
Couldn't load pickup availability

241 Premium Aluminum Brazing Alloy 1/16x36
Couldn't load pickup availability

201 The Elite Blue Flux Coated Brazing Alloy 1/16
Couldn't load pickup availability

Nylon Cable Tie 15.25" Black
Couldn't load pickup availability
Nylon Cable Tie 11.75" Black
Couldn't load pickup availability
Nylon Cable Tie 15.5" Black
Couldn't load pickup availability
261 Blue Flux Coated General Purpose Silver Brazing Alloy 1/16X18
Couldn't load pickup availability

265 Bare Silver Free Flowing Copper Alloy .050X20
Couldn't load pickup availability
264 Bare High Silver Cadium Free Alloy 1/16x18
Couldn't load pickup availability

Flat Soapstone 1/2"
Couldn't load pickup availability
Oxy Acetylene Fuel Gas Single Flint Striker
Couldn't load pickup availability

Rosin Core Solder 0.032"
Couldn't load pickup availability
Product Description
These “sil-phos” alloys provide cost-effective solutions to joining copper and brass alloys.Superior Advantages
• Thin flow provides excellent capillary action
• No flux required for copper-to-copper applications
• Fills gaps on poor fit-up joints
Fill gaps without affecting joint strength
Brazing Range: 1,325°F to 1,500°F (718°C to 815°C)
Recommended Flux: F40 (for dissimilar)
Typical Applications
• Electrical components
• Plumbing and HVAC
• Copper coils and tubing
• Rotors and armatures
Usage ProcedureHeat broad area using large torch tip; a neutral flame is suggested, and a distance of 2" to 3" from the base metal produces the best results. No flux is required on copper-to-copper welds. The joint area should be clean. When the copper turns dull red, the alloy should be applied and the flame should be kept in constant motion ahead of the rod. These alloys are especially effective on long lap joints, fillets and butts.
Technical Specifications
| Item#: | CW5763 |
|---|---|
| Welding Process | Brazing |
| Type | Bare |
| Diameter | 1/8 " |
| Length | 20 " |
| Width | .050 " |
| Melting Temperature | 1325-1500 °F |
| Color | Copper/Silver |
| Base Metal | Sil-Phos |
| Silver Content | Low |
| Recommended Flux | F40 |
| Description | Low Silver |
| UNSPSC #: | 23271804 |
| TAA Compliant: | Yes |
| Weight: | 1.0 lb |











