747 Cobalt Stick Rod Electrode, 38 to 42 HRC Hardness, 110 to 165 Amps, AC/DCRP Polarity, Corrosion Resistance, 5/32"
(Pack of
5)
SKU:CW1833 Item#: CW1833
A selection of alloys to meet specialty wear or hardfacing needs. High frictional wear resistance for most ferrous and non-ferrous metals
Cobalt alloy formulated for hardness, corrosion resistance and stability at temperatures up to 2,000°F (1,093°C)
Compressive Strength: To 230,000 PSI
Hardness: Up to Rc 42, work-hardened
Polarity: AC or DC Straight or Reverse
Usage ProcedureUtilizing a little longer arc than normal (about 1/8" – 5/32") will promote smooth arc transfer, avoiding slag entrapment and short-circuiting. Stringer beads are usually recommended to avoid slag inclusions. Position the electrode perpendicular to the surface to promote coating melt to core wire balance. Straight polarity achieves less base metal dilution.
Frequently Bought Together

7222 Carbide Hard Facing Stick Rod Electrode 1/4"
Couldn't load pickup availability

7220 Carbide Hard Facing Stick Rod Electrode 1/2"
Couldn't load pickup availability

711 Carbide Hard Facing Stick Rod Electrode 3/16"
Couldn't load pickup availability

SAE Flat Washer Thru-Hardened Steel 1/2"
Couldn't load pickup availability

Cable Tie 13.38" Black
Couldn't load pickup availability

Interchangeable Hex Bit Set 20Pc Torx
Couldn't load pickup availability

747 Cobalt Stick Rod Electrode 1/8"
Couldn't load pickup availability

510 Aluminum MIG Welding Wire 0.035"
Couldn't load pickup availability
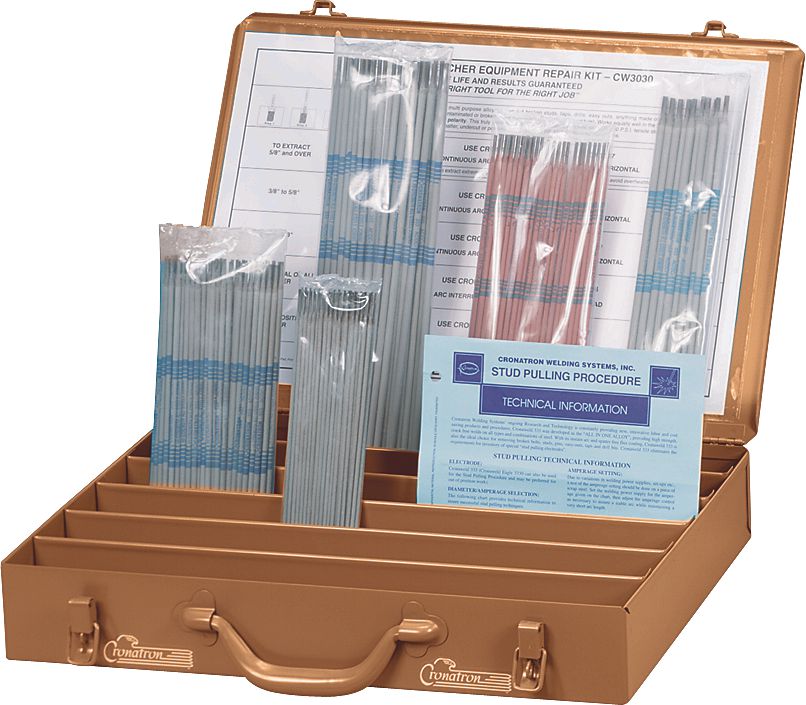
Dissimilar Steel Stick Rod Electrode Kit
Couldn't load pickup availability

Cable Connector Assembly 1/0 to 3/0 AWG
Couldn't load pickup availability
Product Description
A selection of alloys to meet specialty wear or hardfacing needs. High frictional wear resistance for most ferrous and non-ferrous metalsCobalt alloy formulated for hardness, corrosion resistance and stability at temperatures up to 2,000°F (1,093°C)
Compressive Strength: To 230,000 PSI
Hardness: Up to Rc 42, work-hardened
Polarity: AC or DC Straight or Reverse
Usage ProcedureUtilizing a little longer arc than normal (about 1/8" – 5/32") will promote smooth arc transfer, avoiding slag entrapment and short-circuiting. Stringer beads are usually recommended to avoid slag inclusions. Position the electrode perpendicular to the surface to promote coating melt to core wire balance. Straight polarity achieves less base metal dilution.
Technical Specifications
| Item#: | CW1833 |
|---|---|
| Welding Process | Stick |
| Diameter | 5/32 " |
| Base Metal | Cobalt |
| Hardness | 38-42 HRC |
| Polarity | AC/DCRP |
| UNSPSC #: | 23271810 |
| TAA Compliant: | Yes |
| Weight: | 5.0 lb |
Product Restrictions