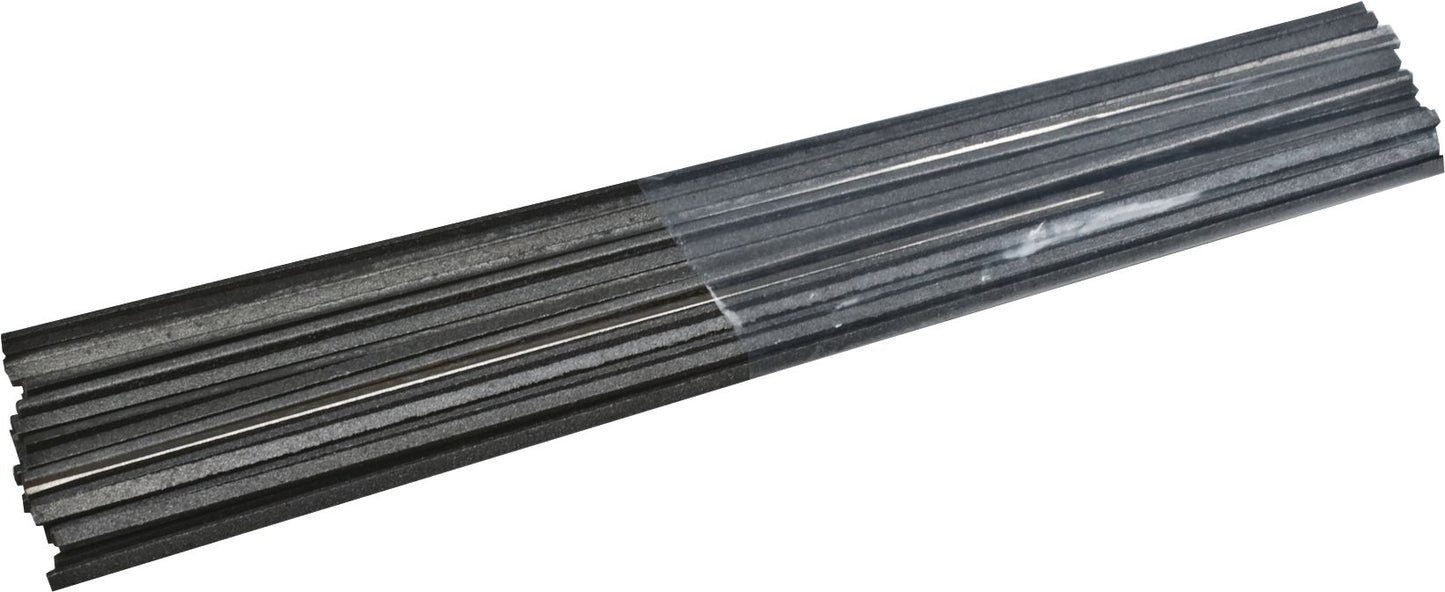
22 Cast Iron Bare Brazing Rod, Gray, 20" Length, 3/16"
(Pack of
5)
SKU:CW3062 Item#: CW3062
A selection of brazing alloys for joining cast iron and brazing sheet metal.
Superior Advantages
• Solid, dense deposits that can be machined
• Free-flowing for thin lapping and butted metal joining
• No base metal dilution making tough cast iron repairs possible
“True Color Match” Cast Iron
Tensile Strength: 53,000 PSI
Hardness: Rc 18-20
Bonding Temperature: 2,300°F (1,260°C)
Recommended Flux: F22
Typical Applications
• Sheet metal and auto body repairs
• Engine heads and blocks
• Piping, plumbing and pumps
• Gears, sprockets and pulleys
Usage ProcedureUse neutral flame and preheat broad area along braze line. Concentrate flame on rod end and allow weld drops to flow on joint. Continue heating until it wets out and continue process. If a second layer is required, hold torch parallel to the work and apply drop-by-drop. When working with cast iron, avoid localized heating and cover finished braze to retard cooling process.
Couldn't load pickup availability
Catalog page#: 13-29
Frequently Bought Together

46 Sil-Phos Bare Brazing Rod 1/8"
Couldn't load pickup availability

54 Medium Silver Flux Coated Brazing Rod 1/16"
Couldn't load pickup availability

52 Silver Flux Coated Brazing Rod 1/16"
Couldn't load pickup availability

SAE Flat Washer Thru-Hardened Steel 5/16"
Couldn't load pickup availability

Self-Drilling Screw Hex Head 1/4-14 x 1"
Couldn't load pickup availability

USS Flat Washer Thru-Hardened Steel 5/16"
Couldn't load pickup availability

30 Copper and Steel Flux Coated Brazing Rod 3/32"
Couldn't load pickup availability

30 Copper and Steel Flux Coated Brazing Rod 1/8"
Couldn't load pickup availability
23 Copper and Steel Flux Coated Brazing Rod 3/32"
Couldn't load pickup availability
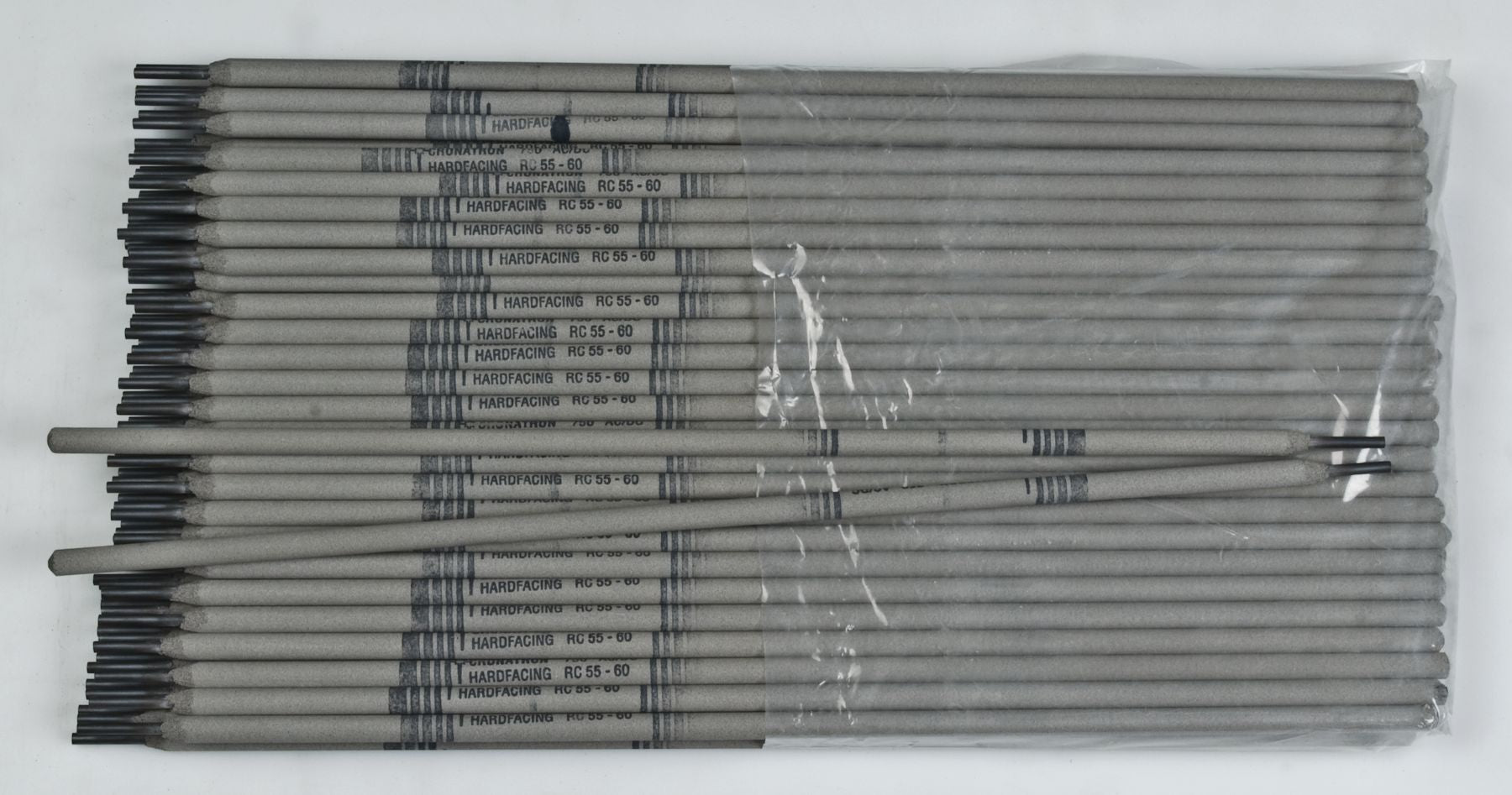
750 Martensitic Hard Facing Stick Electrode 1/8"
Couldn't load pickup availability

333 Dissimilar Steel TIG Wire 3/32"
Couldn't load pickup availability

Oxy Acetylene Fuel Gas Three Flint Striker
Couldn't load pickup availability
Product Description
A selection of brazing alloys for joining cast iron and brazing sheet metal.Superior Advantages
• Solid, dense deposits that can be machined
• Free-flowing for thin lapping and butted metal joining
• No base metal dilution making tough cast iron repairs possible
“True Color Match” Cast Iron
Tensile Strength: 53,000 PSI
Hardness: Rc 18-20
Bonding Temperature: 2,300°F (1,260°C)
Recommended Flux: F22
Typical Applications
• Sheet metal and auto body repairs
• Engine heads and blocks
• Piping, plumbing and pumps
• Gears, sprockets and pulleys
Usage ProcedureUse neutral flame and preheat broad area along braze line. Concentrate flame on rod end and allow weld drops to flow on joint. Continue heating until it wets out and continue process. If a second layer is required, hold torch parallel to the work and apply drop-by-drop. When working with cast iron, avoid localized heating and cover finished braze to retard cooling process.
Technical Specifications
| Item#: | CW3062 |
|---|---|
| Welding Process | Brazing |
| Type | Bare |
| Diameter | 3/16 " |
| Length | 18 " |
| Tensile Strength | 53,000 PSI |
| Melting Temperature | 1560-2000 °F |
| Color | Gray |
| Base Metal | Cast Iron |
| Recommended Flux | F22 |
| UNSPSC #: | 23271804 |
| TAA Compliant: | No |
| Weight: | 5.0 lb |