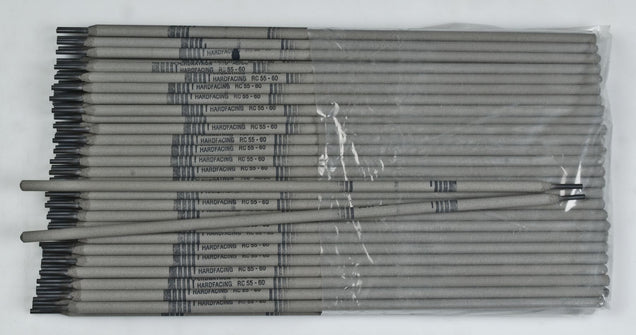
7222 Carbide Hard Facing Stick Rod Electrode, 60 to 65 HRC Hardness, 85 to 110 Amps, AC/DCSP Polarity,18" Length, 1/4"
(Pack of
5)
SKU:CW1908 Item#: CW1908
Superior Advantages
• Maximum carbide content provides maximum abrasion resistance
Tungsten carbide alloy for extreme abrasion resistance
Hardness: Rc 65 (2nd pass)Polarity: AC or DC Straight
Typical Applications
• Augers
• Conveyor chutes
• Crusher liners and jaws
• Truck bed liners
Usage ProcedureClean base metal. Large sections may require preheating. Use AC or DCSP 85 to 110 amps. Low amperage setting minimizes base metal dilution. Stringer bead or slight weave technique is recommended. Do not use on manganese steel.
Maximum Abrasion Resistance
Technical TipA tight arc reduces heat input and improves deposit properties.
Couldn't load pickup availability
California Proposition 65: WARNING: Cancer and Reproductive Harm -
www.P65Warnings.ca.gov
Frequently Bought Together
H7 Carbide Hard Facing MIG Welding Wire 1/16"
Couldn't load pickup availability
7770 Hard Facing Buildup Stick Rod Electrode 3/32"
Couldn't load pickup availability

172 Latch Bar And Dutchman Hardfacing Alloy 1/8X18
Couldn't load pickup availability

176 Extreme Abrasion With Impact 1/4X18IN
Couldn't load pickup availability

676 Flux Core Wire Extreme Abrasion Moderate Impact .045X33LBS
Couldn't load pickup availability

711 Carbide Hard Facing Stick Rod Electrode 5/32"
Couldn't load pickup availability

Flat Washer Grade 12 Thru-Hardened Steel M10
Couldn't load pickup availability

Superbutt Connector 16 to 14 AWG Blue
Couldn't load pickup availability

Superbutt Connector 22 to 18 AWG Red
Couldn't load pickup availability

331 Mild and Carbon Steel MIG Welding Wire 0.03"
Couldn't load pickup availability
Carbon Air Arc Stick Rod Electrode 1/4"
Couldn't load pickup availability

11-45 MIG Welding Contact Tip 0.045"
Couldn't load pickup availability
Product Description
Superior Advantages• Maximum carbide content provides maximum abrasion resistance
Tungsten carbide alloy for extreme abrasion resistance
Hardness: Rc 65 (2nd pass)Polarity: AC or DC Straight
Typical Applications
• Augers
• Conveyor chutes
• Crusher liners and jaws
• Truck bed liners
Usage ProcedureClean base metal. Large sections may require preheating. Use AC or DCSP 85 to 110 amps. Low amperage setting minimizes base metal dilution. Stringer bead or slight weave technique is recommended. Do not use on manganese steel.
Maximum Abrasion Resistance
Technical TipA tight arc reduces heat input and improves deposit properties.
Technical Specifications
| Item#: | CW1908 |
|---|---|
| Welding Process | Stick |
| Type | Tubular |
| Diameter | 1/4 " |
| Length | 18 " |
| Base Metal | Carbide |
| Carbide Type | Tungsten |
| Hardness | 60-65 HRC |
| Polarity | AC/DCSP |
| UNSPSC #: | 23271810 |
| TAA Compliant: | Yes |
| Weight: | 5.43 lb |
Product Restrictions
California Proposition 65: WARNING: Cancer and Reproductive Harm -
www.P65Warnings.ca.gov