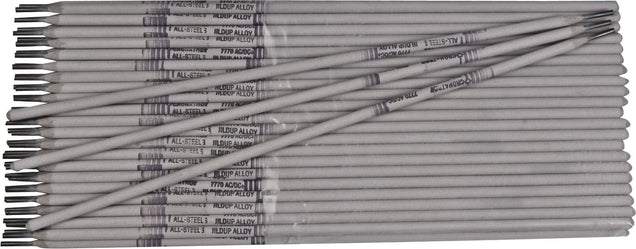
7770 Multi-Purpose Hard Facing Buildup Stick Rod Electrode, 40 to 45 (WH) HRC Hardness, 60 to 90 Amps, AC/DCRP Polarity, 3/32"
(Pack of
5)
SKU:CW1881 Item#: CW1881
Work hardening alloy for high impact and compressive loads
Superior Advantages
• Versatile – easy to use on all steels
• Resists cracking
• Increased deposition rates save time and money
• Work hardens under impact
All-position alloy for buildup on all types of steel
Elongation: 35%
Hardness: Rc 45, work-hardened
Polarity: AC or DC Reverse
Typical Applications
• Shaft buildup
• Equipment part repairs – gears, booms, crusher rolls and hammers
• Welding alloy steel to manganese steel
• Frogs and switch points
• Buildup and overlay for hardfacing
• Repairs on all types of steels including manganese and stainless
• Ideal for crusher rolls, jaws, frog and switch railroad repairs
Usage ProcedureUse AC or DC reverse polarity. Electrode may be used in contact or by holding an arc. When used for joining, stringer beads are best. When used as a build-up, weaving is acceptable. Manganese steel should be kept below 550°F (288°C) by skip welding or artificial cooling. Prior to build-up, all fatigued, cracked, or spalled material should be removed. Chip slag between passes.CANNOT BE TORCH CUT
Frequently Bought Together

706 Hard Facing Buildup MIG Welding Wire 0.045"
Couldn't load pickup availability

7770 Hard Facing Buildup Stick Rod Electrode 5/32"
Couldn't load pickup availability
706 Hard Facing Buildup MIG Welding Wire 1/16"
Couldn't load pickup availability
H7 Carbide Hard Facing MIG Welding Wire 1/16"
Couldn't load pickup availability

172 Latch Bar And Dutchman Hardfacing Alloy 1/8X18
Couldn't load pickup availability

178 Ultimate Abrasion Resistance 3/8X18IN
Couldn't load pickup availability

Flat Washer Grade 12 Thru-Hardened Steel M10
Couldn't load pickup availability

Superbutt Connector 16 to 14 AWG Blue
Couldn't load pickup availability

Superbutt Connector 22 to 18 AWG Red
Couldn't load pickup availability

331 Mild and Carbon Steel MIG Welding Wire 0.03"
Couldn't load pickup availability
Carbon Air Arc Stick Rod Electrode 1/4"
Couldn't load pickup availability

11-45 MIG Welding Contact Tip 0.045"
Couldn't load pickup availability
Product Description
Work hardening alloy for high impact and compressive loadsSuperior Advantages
• Versatile – easy to use on all steels
• Resists cracking
• Increased deposition rates save time and money
• Work hardens under impact
All-position alloy for buildup on all types of steel
Elongation: 35%
Hardness: Rc 45, work-hardened
Polarity: AC or DC Reverse
Typical Applications
• Shaft buildup
• Equipment part repairs – gears, booms, crusher rolls and hammers
• Welding alloy steel to manganese steel
• Frogs and switch points
• Buildup and overlay for hardfacing
• Repairs on all types of steels including manganese and stainless
• Ideal for crusher rolls, jaws, frog and switch railroad repairs
Usage ProcedureUse AC or DC reverse polarity. Electrode may be used in contact or by holding an arc. When used for joining, stringer beads are best. When used as a build-up, weaving is acceptable. Manganese steel should be kept below 550°F (288°C) by skip welding or artificial cooling. Prior to build-up, all fatigued, cracked, or spalled material should be removed. Chip slag between passes.CANNOT BE TORCH CUT
Technical Specifications
| Item#: | CW1881 |
|---|---|
| Welding Process | Stick |
| Type | Stick Electrode |
| Diameter | 3/32 " |
| Base Metal | Multi-Purpose |
| Hardness | 40-45 (WH) HRC |
| Polarity | AC/DCRP |
| UNSPSC #: | 23271810 |
| TAA Compliant: | Yes |
| Weight: | 5.5 lb |
Product Restrictions