
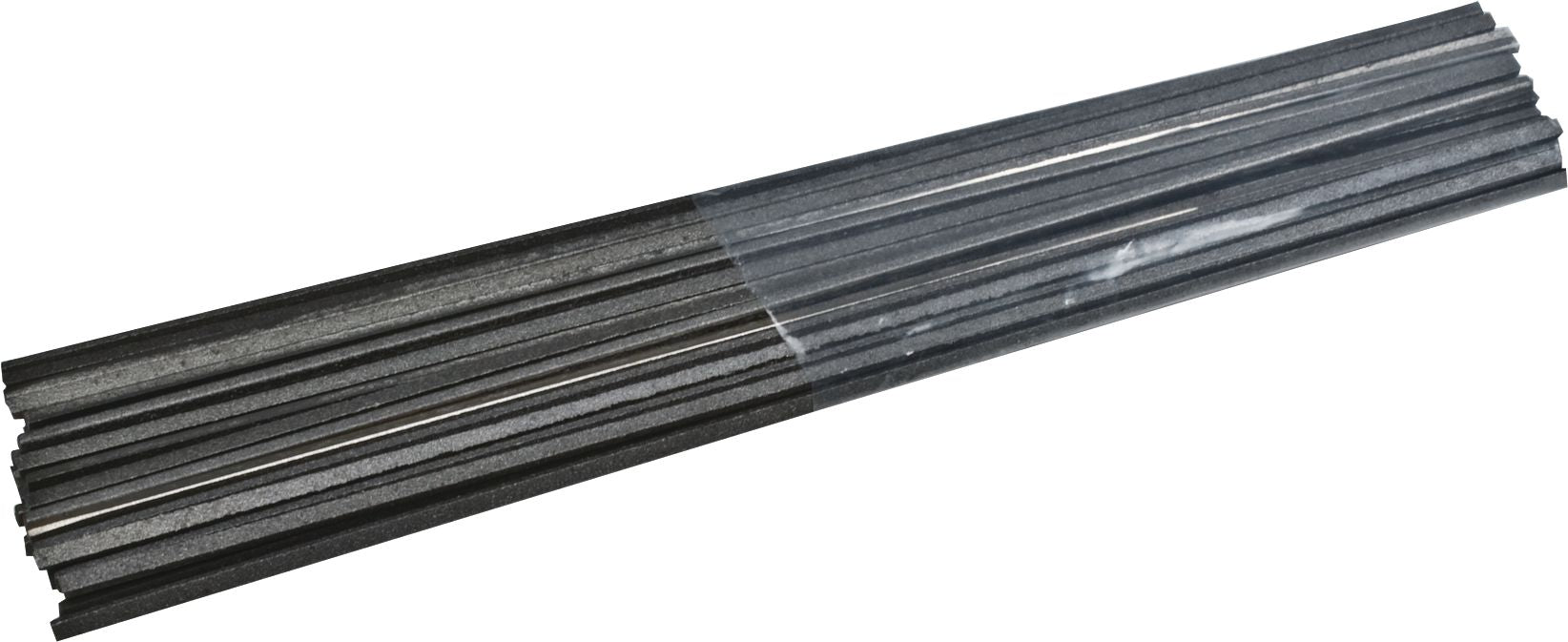
52 Aluminum/Zinc Bare Brazing Rod, Gray, 18" Length, 1/8"
(Pack of
2)
SKU:CW1735 Item#: CW1735
A selection of alloys for joining all types of aluminum.
Superior Advantages
• Products for joining and buildup
• Easy to apply
High-strength, self-fluxing
Tensile Strength: 40,000 PSI
Bond Strength: 28,000 PSI
Application Temperature: 720°F (382°C)
Typical Applications
• Aluminum frames
• Tubing and piping
• Ornamental aluminum
• Cast aluminum
Usage ProcedureHeat base metal with 1-X acetylene feather flame. Melt off small amount of Cronabraze Eagle™ 52 and scrub (tin) area of repair using a clean stainless steel wire brush. Use circular motion of torch when applying buildup or repair alloy. Copper or carbon block is suggested as a chill bar when soldering thin sections. No flux is required.
Technical TipMaximum bonding requires getting to the base metal under the oxide layer present on all aluminum. To bond to virgin metal, scrub the bonding area with molten ‘52’ alloy or scratch the area with the ‘52’ alloy with the base metal at application temperature. Heavy oxide layers can be easily removed with ‘Flex’ grinding wheels.After tinning, bring filler to surface at 90° angle and manipulate torch in a circular motion at 45°. Avoid overheating base metal. Use clean torch tip to p
Couldn't load pickup availability
California Proposition 65: WARNING: Cancer and Reproductive Harm -
www.P65Warnings.ca.gov
Catalog page#: 13-29
Frequently Bought Together

53 Pot Metal Bare Brazing Rod 1/16"
Couldn't load pickup availability

201 The Elite Blue Flux Coated Brazing Alloy 1/16
Couldn't load pickup availability
22 Cast Iron Bare Brazing Rod 3/16"
Couldn't load pickup availability

30 Copper and Steel Flux Coated Brazing Rod 3/32"
Couldn't load pickup availability

Cross-Over Socket Set, SAE, 3/8" Drive, 10pc
Couldn't load pickup availability

3Pc Adjustable/Pipe Wrench Set
Couldn't load pickup availability

Universal Socket Set, Deep, 1/2" Drive, 24pc
Couldn't load pickup availability

SAE J995C Locknut with Nylon Insert Grade 8 1/4-20
Couldn't load pickup availability
SAE J995C Locknut with Nylon Insert Grade 8 3/8-16
Couldn't load pickup availability
Lawson Open & Shut Nut & Bolt Loosener, Rust Penetrant, SKU DA6152, 20 oz Aerosol Can
Couldn't load pickup availability

E7018 Mild/Carbon Steel Stick Electrode 1/8"
Couldn't load pickup availability

X-Tractalloy Extracting Welding Electrode Non-Conductive Flux 3/32
Couldn't load pickup availability

321 Mild and Carbon Steel MIG Welding Wire 0.035"
Couldn't load pickup availability
Product Description
A selection of alloys for joining all types of aluminum.Superior Advantages
• Products for joining and buildup
• Easy to apply
High-strength, self-fluxing
Tensile Strength: 40,000 PSI
Bond Strength: 28,000 PSI
Application Temperature: 720°F (382°C)
Typical Applications
• Aluminum frames
• Tubing and piping
• Ornamental aluminum
• Cast aluminum
Usage ProcedureHeat base metal with 1-X acetylene feather flame. Melt off small amount of Cronabraze Eagle™ 52 and scrub (tin) area of repair using a clean stainless steel wire brush. Use circular motion of torch when applying buildup or repair alloy. Copper or carbon block is suggested as a chill bar when soldering thin sections. No flux is required.
Technical TipMaximum bonding requires getting to the base metal under the oxide layer present on all aluminum. To bond to virgin metal, scrub the bonding area with molten ‘52’ alloy or scratch the area with the ‘52’ alloy with the base metal at application temperature. Heavy oxide layers can be easily removed with ‘Flex’ grinding wheels.After tinning, bring filler to surface at 90° angle and manipulate torch in a circular motion at 45°. Avoid overheating base metal. Use clean torch tip to p
Technical Specifications
| Item#: | CW1735 |
|---|---|
| Welding Process | Brazing |
| Type | Bare Brazing Rod |
| Diameter | 1/8 " |
| Length | 18 " |
| Tensile Strength | 28,000 PSI |
| Melting Temperature | 720 °F |
| Base Metal | Aluminum/Zinc |
| UNSPSC #: | 23271804 |
| TAA Compliant: | Yes |
| Weight: | 2.5 lb |
Product Restrictions
California Proposition 65: WARNING: Cancer and Reproductive Harm -
www.P65Warnings.ca.gov










